Затяжка гбц чери амулет – Как правильно протягивать гбц
Как правильно протягивать гбц

Головка блока цилиндров (ГБЦ) силовых агрегатов транспортных средств предназначена для обеспечения герметизации камеры сгорания. Чтобы выполнить это условие, необходимо правильно затянуть крепежные элементы, для этого следует знать, с каким усилием затягивать головку блока цилиндров. Операцию проводят после «обкатки», которая производится на двигателе нового автомобиля или по окончании восстановительных работ силового агрегата.
Из чего состоит ГБЦ
О силах, действующих на ГБЦ во время работы мотора
Силы, действующие на ГБЦ во время завинчивания винтов
В каких случаях необходима затяжка головки цилиндров
Какие ошибки могут возникнуть
Порядок и контроль затяжки ГБЦ
Видео «Как пользоваться динамометрическим ключом»
Комментарии и Отзывы
Из чего состоит ГБЦ
Практически во всех двигателях конструкция ГБЦ одинакова.
Она в себя включает:
- Корпус изделия, который изготавливают методом точного литья. В нем предусмотрены каналы подачи охлаждающей жидкости и моторной смазки трущимся частям.
- Клапаны во впускном и выпускном каналах.
- Вал распределительный (в некоторых конструкциях их два).
Основным элементом ГБЦ является корпус. Он вместе с прокладкой обеспечивает герметизацию камеры сгорания. В корпусе запрессованы направляющие втулки клапанов, их количество зависит от конструктивных особенностей ГБЦ. Клапаны перемещаются во втулках, обеспечивая подачу топлива и вывод отработанных газов. Для изготовления корпуса головки используют алюминий, она крепится к блоку болтами, производимыми из высококачественной стали.

Головка блока цилиндров
Коэффициент температурного расширения у этих металлов разный, поэтому обеспечить высокую герметичность камеры сгорания возможно только в том случае, когда головка будет затягиваться равномерно по всей плоскости блока цилиндров. Если это условие не выполняется, силовой агрегат может выйти из строя.
О силах, действующих на ГБЦ во время работы мотора
Обеспечить равномерность теплового воздействия на головку в работающем двигателе невозможно. Наиболее сильному нагреву подвергаются места в корпусе, располагающиеся над камерой сгорания, что вызывает напряжение металла на этих участках. Сила давления корпуса из алюминия на прокладку между ГБЦ и блоком цилиндров сильно увеличивается, что может вывести её из строя. Чтобы этого избежать, производится периодическая протяжка болтов крепления ГБЦ.
Силы, действующие на ГБЦ во время завинчивания винтов
Обеспечить высокую герметичность камеры сгорания только установкой головки на блок цилиндров не получается, поэтому между ними стоит прокладка. Она имеет более низкую жесткость, при затяжке болтов прокладка сжимается, тем самым производится уплотнение зазоров. Если завинчивание крепежных винтов производится в произвольном порядке, а момент затяжки болтов ГБЦ на ключе не контролируется, можно получить деформацию корпуса головки или прогорание прокладки.
Следует напомнить, что такое момент затяжки болтов. Под этим подразумевается величина усилия на гаечном ключе, которое обеспечит герметичность соединения головки и блока цилиндров. Момент затяжки болтов и последовательность выполнения работы указываются в инструкции по ремонту и эксплуатации транспортного средства. Эти рекомендации следует выполнять неукоснительно.
В каких случаях необходима затяжка головки цилиндров
Конструкция движков постоянно совершенствуется, срок службы увеличивается, а объем работ по обслуживанию силовых агрегатов уменьшается. Моторы, выпущенные после 2010 года, уже не нуждаются в периодической протяжке болтов крепления головки. Для более ранних моторов проводить такую операцию рекомендуют при каждом очередном ТО. При длительной эксплуатации машины иногда появляются следы протечек моторного масла или охлаждающей жидкости. В таком случае необходимо немедленно подтянуть крепеж ГБЦ, иначе может потребоваться серьезный ремонт мотора. Причинами появления протечек может быть перегрев силового агрегата и несоблюдение порядка затягивания болтов.
Когда усилие затягивания крепежных винтов движка ниже рекомендованных, может произойти прогорание прокладки, которое повлечет за собой демонтаж головки с последующей заменой поврежденной детали. Отмечены случаи, когда ремонтники не соблюдают порядок и момент затяжки ГБЦ, поэтому водители со стажем проводят проверку состояния болтов при пробеге 1 тыс. км после ремонта мотора.
Основные рекомендации
Прежде всего следует отметить, что такая процедура может проводиться после ремонта силового агрегата или с целью проверки величины момента затяжки болтов в процессе эксплуатации мотора. Если ГБЦ была демонтирована, следует внимательно осмотреть болты, а также отверстия в блоке цилиндров для их установки. Винты не должны иметь удлинения или деформации резьбовой части. Отверстия в блоке под болты очищают от остатков моторного масла, жидкости, других посторонних частиц. Если этого не сделать, можно повредить цилиндровый блок, при этом ГБЦ затянуть с требуемым усилием не получится.
Работу следует начинать только после ознакомления с рекомендациями изготовителей автомобиля по эксплуатации и ремонту. Там водитель найдет все необходимые сведения для выполнения работы, в том числе усилия и очередность затягивания болтов.
Важно! Для движков с болтами типа TTY существует запрет на повторное использование, так как они могут оборваться.
Еще одной особенностью использования таких болтов является установка их под определенным углом. Для этого потребуется специальный ключ с индикатором, который покажет градус наклона.
Пользователь Игорь Иванов показывает на видео установку и затяжку ГБЦ.
Какие ошибки могут возникнуть
К сожалению, водители, самостоятельно выполняющие восстановление силового агрегата, допускают досадные ошибки, которые могут нанести вред блоку цилиндров и рабочему инструменту.
К ним можно отнести следующее:
- оставление моторной смазки или других посторонних частиц в местах установки крепежных изделий;
- завышение величины усилия затягивания болтов;
- применение инструмента, не предназначенного для этой операции;
- несоблюдение очерёдности затягивания ГБЦ;
- использование болтов несоответствующей длины.
Если момент подтягивания крепежных винтов моторе определять «на глазок», чаще всего происходит перетяжка, которая приводит к разрыву болтов. Изношенными гранями ключа можно повредить головку крепежного элемента, после чего завернуть или вывернуть его будет невозможно. Самостоятельно изменённый порядок установки болтов приведет к возникновению перенапряжений в корпусе головки, а это чревато появлением трещин. Они могут быть сквозными, что способствует появлению протечек смазки или охлаждающей жидкости. Появится прорыв газов во впускном или выпускном коллекторе. Начнутся перебои в работе мотора, потеряется его мощность.

Если через трещины или прогары жидкость для охлаждения мотора попадёт в систему смазки, произойдет разжижение моторного масла. После этого давление смазки уменьшится, и поступление его к местам трения будет недостаточным, а вкладыши коленчатого вала могут провернуться. Многими документами допускается повторное применение крепежных элементов, но лучше использовать новые изделия. Крепиться ГБЦ к блоку цилиндров должна только качественными винтами.
Порядок и контроль затяжки ГБЦ
При выполнении затяжки следует делать это равномерно, без лишних усилий и спешки.
Перед началом работы нужно приготовить следующие инструменты и расходные материалы:
- динамометрический ключ с насадкой, которая будет соответствовать головке болта;
- небольшое количество моторного или любого другого масла;
- ветошь.
Независимо от конструкции силового агрегата, будь то 402, 406 двигатель или даже G4EE, 4B12, затягиваться ГБЦ будет всегда одинаково. Винты крепления будут расположены параллельно относительно камер сгорания. Инструкция по эксплуатации подскажет, с каким усилием затягивать головку блока цилиндров.
Порядок выполнения работы будет примерно таким:
- Крепежные болты смазывают небольшим количеством масла.
- Устанавливают их на своё место и заворачивают рукой, насколько получится.
- Далее понадобиться специальный динамометрический ключ. С его помощью производят затяжку с усилием, равным примерно 1-2 кгс*м, согласно схеме для данного мотора.
- На следующем этапе усилие доводят до 5-8 кгс*м (при этом следуют рекомендациям производителя автомобиля).
Через небольшой промежуток времени операцию повторяют 1-2 раза, поворачивая болты примерно на четверть оборота. После пробега около 500-1000 км проверяют степень затяжки, но не для всех типов силовых агрегатов. Если применяются пружинные болты, такая операция не потребуется.
Видео «Как пользоваться динамометрическим ключом»
Пользователь Александр Март показывает видео об использовании динамометрического ключа.
Головка блока цилиндров (ГБЦ) в двигателе играет чрезвычайно важную роль. В ней размещён газораспределительный механизм, который отвечает за порядок впрыска топлива и отвода отработанных газов. ГБЦ находится под постоянным воздействием большого давления газов и высокой температуры. Крепится ГБЦ при помощи болтов, шпилек и гаек, к правильной затяжке которых предъявляются повышенные требования.
Важность правильной затяжки болтов или гаек ГБЦ
Головка блока цилиндров (ГБЦ) — один из важнейших узлов автомобиля. Она закрывает блок цилиндров. В ней расположены распределительные валы, клапанные крышки и другие детали газораспределительного механизма. На ГБЦ постоянно воздействуют огромные переменные силы давления и температуры. Поэтому к её резьбовому креплению предъявляются особые требования.
Головка блока постоянно должна испытывать силу сжатия, которая задаётся определённым моментом затяжки резьбового крепления. Для того чтобы сила сжатия была равномерно распределена по поверхностям стыка головки с блоком цилиндров предусмотрено большое количество стяжных болтов или шпилек с гайками. Равномерность прижатия ГБЦ к блоку цилиндров обеспечивается определённой схемой порядка затяжки резьбовых соединений. Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.

Соблюдения правильного порядка затяжки болтов ГБК гарантирует правильность её прижатия к блоку цилиндров
Последствия от перетяжки болтов крепления ГБЦ
Если затяжка резьбовых соединений головки блока ведётся с превышением усилия от номинального, то сила растяжения, которая воздействует на болт или шпильку, начнёт разрушать резьбу в блоке или вытягивать тело крепёжного элемента. Наступает так называемый момент текучести, когда при дальнейшем увеличении силы затяжки сила прижатия начнёт уменьшаться. Итог: быстрое прогорание прокладки в месте наихудшего сжатия.
Если же резьба в отверстиях блока будет сильно повреждена, то она уже не сможет обеспечить необходимое прижатие головки при правильном моменте затяжки. Её потребуется восстанавливать, а это дополнительные затраты. Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.

Работа динамометрическим ключом
Что будет, если недостаточно затягивать болты крепления ГБЦ
Если крепление головки выполняется с минимальным усилием, то это приведёт к слабому прижатию её к поверхности блока цилиндров. Между прокладкой и прилегающими к ней плоскостями блока и головки образуются микроскопические зазоры, которые обязательно приведут к прогоранию уплотняющего материала.
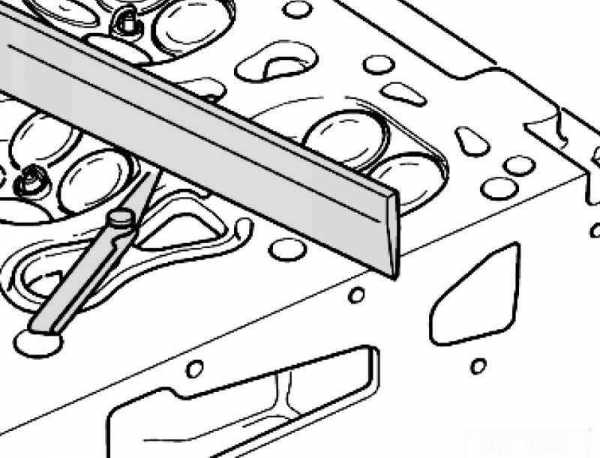
Проверка плосткости головки блока специальной линейкой
Недостаточная затяжка болтов крепления не обеспечивает нормального прилегания головки, что может вызвать коробление её стыковой поверхности.
Виды ключей для правильной затяжки резьбовых соединений
Затяжка резьбового соединения должна делаться с таким усилием, чтобы исключить:
- неплотное прилегание сопрягаемых поверхностей скрепляющихся деталей;
- срыв ниток резьбы;
- механическое разрушение тела болта;
- проворачивание граней у гайки или головки болта;
- разрушение гравёрных шайб.
Любой материал, из которого сделан блок (головка цилиндров, крепёжные болты), имеет свой предел прочности. Именно наименьший предел прочности самого слабого звена в узле крепления определяет наибольшее усилие затяжки. Самое слабое звено в креплении головки блока цилиндров — болты (шпильки) и резьба в отверстиях блока. Их слабость определяется не столько прочностью материала их изготовления, сколько несопоставимыми размерами (диаметром) с габаритами, массой блока и головки цилиндров. Понятно, что для разрушения солидного чугунного блока или массивной дюралевой головки нужно приложить гораздо больше усилий, чем для разрыва тонкого болта, сделанного из высокопрочной легированной стали.
Какое усилие нужно прикладывать
Пороговое или предельное значение прочности ответственных деталей обычно даётся в паспортных данных двигателя. Там же приводятся значения максимальных усилий затяжки болтов крепления ГБЦ. Для выполнения затяжки с требуемым усилием служат специальные динамометрические ключи.
По способу регулирования и индикации динамометрические ключи делятся на следующие категории:
- Нерегулируемые с постоянным моментом затяжки. Они применяются для затяжки ГБЦ на конвейерах при сборке двигателей. Их достоинства — высокая надёжность.
- Регулируемые на предельный момент затяжки. Это так называемые трещотки с возможностью установки определённого момента затяжки. При достижении этого усилия трещотка срабатывает, и дальнейшее закручивание становится невозможным. Трещоточная насадка часто оснащается реверсом. В этом случае ей можно не только закручивать болты и гайки, но и откручивать их. Трещоткой комплектуются многие наборы головок.
- Со шкалой и стрелкой. Таким ключом можно вести затяжку резьбовых соединений с разными усилиями. Главные условия: нужно много свободного места и возможность удобного наблюдения за шкалой. Входит в набор инструментов слесарей-мотористов.
- Цифровая индикация в компактном приборе, измеряющем приложенное усилие. Очень точный, надёжный, удобный в работе инструмент. С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля.
- Комбинация выставляемого усилия затяжки с контролем по цифровой или стрелочной индикации. Такие ключи защищают резьбу от прикладывания чрезмерного усилия затяжки, одновременно позволяя контролировать величину момента с помощью прибора индикации.
Фотогалерея: виды динамометрических ключей
Общие правила затяжки креплений головки блока
У головок разных моделей двигателей параметры порядка и момента затяжки ГБЦ сильно отличаются друг от друга. Но есть общий набор универсальных правил, которые подойдут ко всем типам моторов:
- Затяжка головки блока ведётся согласно схеме, разработанной производителем двигателя.
- Момент затяжки болтов крепления или гаек также определён производителем и отражён в инструкции по эксплуатации этого легкового автомобиля.
- Затяжка ведётся исправным и калиброванным динамометрическим ключом.
- Болты крепления или шпильки с гайками используются в идеальном состоянии без повреждения резьбы и тела болта или шпильки. Резьба должна быть чистой, без зазубрин и заусенцев.
- Свою специфику имеют болты для затяжки головки блока типа TTY. У них указывается не момент силы, а установочный градус. Нужные сведения содержатся в инструкции по эксплуатации силового агрегата.
- В глухих отверстиях в блоке под болты ничего не должно находиться. Маслом следует поливать резьбу болта, а заливать смазку в «слепое» гнездо не рекомендуется.
- Перед использованием болтов следует произвести контрольную проверку их состояния. Если при воздействии на болт моментом в 20 кГм момент текучести не достигается — его нужно менять. Причина — повышенная прочность. Если наблюдается, что момент затяжки начал уменьшаться при нагрузке — это сигнал о начале разрушения болта. Его обязательно нужно менять.
- Прокладку головки блока для замены нужно покупать только оригинальную, потому что она не даёт усадки.
Как сделать динамометрический ключ своими руками
Чтобы самостоятельно смастерить необходимый всем механикам инструмент, нужно знать его устройство. В принципе, конструкция динамометрического ключа проста. Это накидной ключ или четырёхгранник под головку с воротком, в который встроен динамометр.

Динамометрический ключ несложно сделать своими руками
Для работы вам понадобятся:
- вороток;
- ручной динамометр с пределом взвешивания 35–40 кг;
- удлинитель;
- таблица предельных усилий для затяжки крепления ГБЦ.
Усилие затяжки в таблице приводится в Нм (Ньютон-метрах), а динамометр измеряет вес в кг. Поэтому сначала нужно разобраться с числами.
Длина воротка постоянна. Её легко измерить. Если в таблице предельное усилие равно 30 Нм, а длина воротка равна 0,3 м, то усилие, показываемое динамометром, должно равняться 30 : 0,3 = 100 Н.
Один кг равняется 10 ньютон. Следовательно, прибор должен фиксировать усилие, равное 10 кг.
Чтобы сделать усилие меньше, нужно длину воротка увеличить. Для этого воспользоваться удлинителем. А дальше всё просто. На конце удлинителя сверлим дырку для верхнего крючка безмена. За нижний конец весов тянем до достижения нужного усилия.
Момент затяжки и порядок затяжки болтов ГБЦ
Разным моделям двигателей требуются различные усилия для затяжки головки блока. Имеются различия и в порядке затягивания болтов крепления. Все эти сведения указаны в паспорте двигателя. Ещё раз подчеркнём важность правильного выполнения затяжки и соблюдения величины её момента.
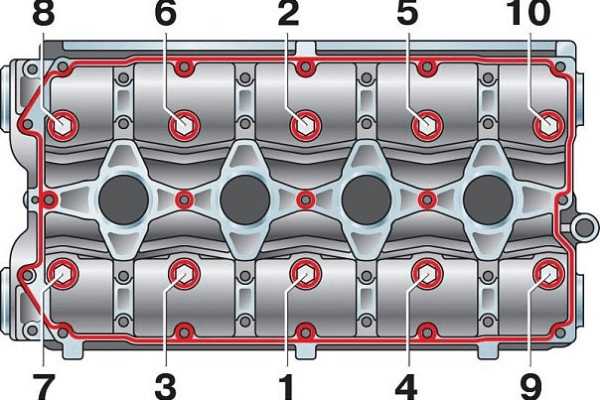
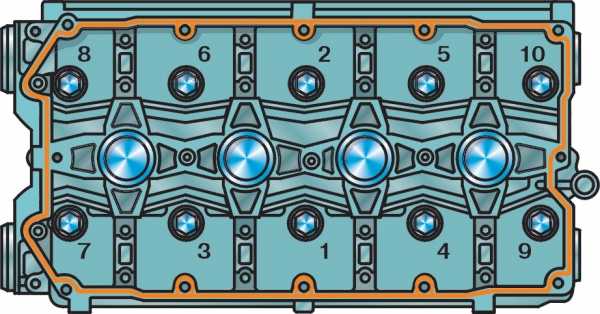
Порядок затяжки болтов крепления ГБЦ
Начинается затяжка крепления ГБЦ всегда со средних болтов. Это правило нужно соблюдать потому, что необходимо обеспечить наиболее плотное прилегание сопрягающих поверхностей. Каждая ГБЦ клапанного двигателя должна быть установлена без перекосов и ненужного напряжения металла. Затяжка резьбовых соединений обязательно делается в несколько заходов. Важно соблюдать постоянство усилия для каждого болта в каждом заходе.
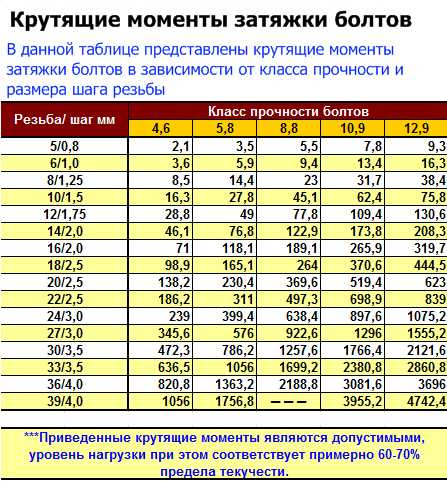
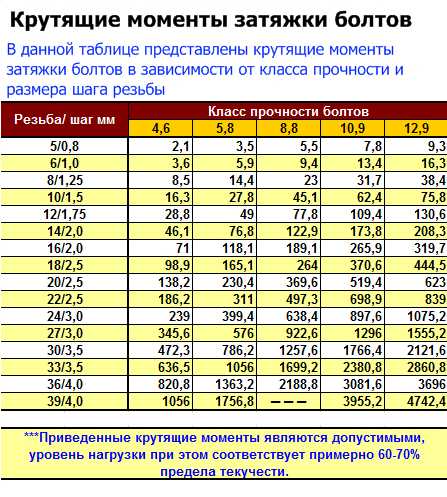
Предельные крутящие моменты для болтов
Можно ли правильно затянуть резьбовые соединения ГБЦ без динамометрического ключа
Затягивать резьбовые соединения при отсутствии соответствующего оборудования категорически не стоит автолюбителям, которые решили самостоятельно поменять прокладку головки блока или притереть клапаны.
Динамометрическим ключом не всегда пользуются при затяжке опытные слесаря-ремонтники, которые способны почувствовать на практике предел прочности любого болта. Но такая способность приходит не сразу. Для этого нужно поработать динамометрическими ключами несколько лет.
Но даже специалисты с большим стажем болты крепления головки блока цилиндров на дорогих марках легковых автомобилей затягивают динамометрическим ключом, потому что эта операция напрямую влияет на долговечность работы силового агрегата. В экстренной ситуации, когда нет возможности воспользоваться динамометрическим ключом, можно применить вариант с механическим или электронным кантором. В приведённом ниже видео опытный слесарь объясняет зрителям, как можно правильно затянуть головку блока цилиндров без ключа. При этом стоит иметь в виду, что правильность выполнения работ стоит проверить с помощью угломера.
Видео: как проверить затяжку головки блока цилиндров
Затяжка болтов крепления ГБЦ на автомобилях с пробегом — дело ответственное, трудное, специфическое. Ответственное, потому что от правильной затяжки зависит нормальная и долговечная работа двигателя. Трудное, поскольку эту работу выполнять не совсем удобно из-за тесноты и недостаточной обзорности. Специфическое — потому что нужно болты подтягивать в несколько заходов, по определённой схеме, с помощью специального динамометрического инструмента.

От правильной затяжки головки блока цилиндров (ГБЦ) зависит мощность и состояние двигателя. Ведь ГБЦ – неотъемлемая часть камеры сгорания, поэтому влияет на все процессы, связанные работой мотора. Если ГБЦ затянута неплотно, во время работы двигателя выхлопные газы будут прорываться в системы смазки и охлаждения, меняя качества масла и тосола или антифриза. Это приведет к тому, что начнут смешиваться масло и охлаждающая жидкость. Если такое произошло, двигатель необходимо немедленно ремонтировать, в противном случае велика вероятность таких повреждений, после которых дешевле будет установить другой мотор.
Из чего состоит ГБЦ
На любом типе двигателя ГБЦ устроена одинаково. Она состоит из:
- корпуса (головки), в котором проходят каналы масляной и охлаждающей систем;
- впускных и выпускных клапанов;
- одного или двух распределительных валов.
Корпус – основной элемент ГБЦ. Он обеспечивает циркуляцию смазки и охлаждающей жидкости, является основанием для распределительных валов и клапанов. Если корпус ГБЦ правильно закреплен на блоке двигателя, то все системы мотора работают штатно. Если ГБЦ затянута неравномерно, то велика вероятность образования трещин в корпусе головки. ГБЦ изготовлена из алюминия, а болты крепления из стали. Поэтому температурное расширение головки и болтов не одинаково. Если какая-то часть ГБЦ затянута плохо, это приведет к появлению напряжений в ней, ведь одна часть головки увеличится сильней, чем другая.

Как правильно затягивать головку
Основное правило при затяжке головки – делать все равномерно и не переусердствовать. Поэтому, прежде чем закручивать болты крепления ГБЦ, необходимо внимательно прочитать инструкцию по ремонту (мануал) вашего автомобиля. Ведь усилие (момент) затяжки для блоков из чугуна и алюминия различаются. Нередко момент затяжки отличается даже на разных моделях двигателя одного производителя.
Для затяжки вам понадобятся немножко моторного или трансмиссионного масла, динамометрический ключ и насадка (переходник) соответствующая головке болтов. Вне зависимости от того, устанавливаете вы полностью собранную головку или только корпус, затяжка производится одинаково. Вставьте все болты (предварительно смазав резьбу моторным маслом) в отверстия головки и блока и вкрутите рукой насколько возможно. Затем с помощью динамометрического ключа начинайте затягивать болты до усилия в 1 – 2 кг.м. Затем до 5 – 8 кг.м. Порядок затяжки болтов указан на фотографии. Если вы устанавливаете ГБЦ на рядный двигатель с 5 – 8 цилиндрами, то вначале закручиваете середину, затем постепенно движетесь к краям. Это позволит избежать повреждения ГБЦ и прокладки.
После того, как затянули все болты с усилием 5 – 8 кг.м, в том же порядке протяните их еще 1 – 2 раза, поворачивая на ¼ оборота. Головка затянута. После того, как автомобиль пробежит 500 км, необходимо еще раз довернуть все болты на ¼ оборота (не на всех машинах). Если вы установили головку на пружинные болты, то эта операция не нужна.
Ошибки при затяжке головки
Наиболее частые ошибки, которые приводят к повреждению блока цилиндров или ГБЦ:
- заливка масла в резьбовые колодцы;
- перетяжка болтов;
- использование несоответствующей насадки на ключ;
- неправильный порядок затяжки болтов;
- использование слишком длинных болтов.
Если резьбовой колодец блока цилиндров не удалось очистить от ржавчины, окалины и грязи, то болт без смазки очень трудно закрутить. Поэтому затяжка получается слабей, чем должна. Большинство мотористов смазывают болты, но неопытный автолюбитель может, для лучшей смазки, налить масла в колодец. В результате произойдет разрушение колодца и блок цилиндров придется менять.

Если затягивать ГБЦ без динамометрического ключа, то усилие определяется «на глазок». В результате вместо 16 – 19 кг.м. накручивают и 25 – 30. Это нередко приводит к поломке болтов и необходимости дорогостоящего ремонта блока цилиндров. Головки большинства болтов ГБЦ изготовлены под внутренний или наружный шестигранник (иногда квадрат). Если насадка на ключ со слизанными гранями, то при затяжке болта ее может провернуть. В результате грани шляпки болта также окажутся слизанными и его будет сложно не только закрутить, но и выкрутить.
Видео — Момент затяжки ГБЦ — динамометрический ключ
Использование другого порядка затяжки болтов приводит к появлению напряжений в корпусе ГБЦ. Поскольку алюминий, из которого выполнена головка, плохо переносит такие нагрузки, то в корпусе ГБЦ появляются трещины.
Через эти трещины происходит утечка продуктов сгорания топлива, что приводит к падению мощности и приемистости мотора, увеличению расхода топлива и снижению ресурса двигателя. Также через трещины происходит смешивание масла и охлаждающей жидкости. Когда антифриз, вода или тосол попадают в масло, они резко ухудшают его смазывающие свойства, в результате чего возрастает износ всех трущихся деталей двигателя. Нередко это приводит к проворачиванию вкладышей коленчатого вала и заклиниванию мотора.
Хотя большинство инструкций по ремонту допускают повторное использование болтов, желательно каждый раз использовать новые. Ведь в процессе затяжки длина болта увеличивается. Поэтому в мануале прописана максимальная длина болта, при которой еще возможно его использование. Если же болт окажется чуть длинней, то упрется в дно резьбового колодца блока цилиндров, в результате чего или сломается или расколет блок.
chevroletcars.ru
Как правильно обтягивать головку блока цилиндров

Ремонт ГБЦ нельзя назвать простой процедурой, для которой необходимы определенные навыки и некоторый опыт. Для ремонта нужны специальные инструменты. Как правило, во время этих работ меняется прокладка и регулируется момент затяжки ГБЦ: ВАЗ 2109 в нашем случае. Чтобы регулировка была выполнена правильно, нужно неукоснительно следовать инструкции. При грамотном подходе, вы благополучно проведете регулировку, добившись желаемого результата.
Основная масса сегодняшних авто не нуждаются в подтяжке болтов головки, но на ВАЗ 2109, она требуется хотя бы для прохождения ТО.
Если начала скапливаться влага в тех местах, где соприкасается блок с цилиндрами, то это верный признак того, что требуется неотложная подтяжка болтов. Влага в вышеупомянутых местах это признак утечки смазки. Основные причины затяжки болтов это:
- повреждение ГБЦ из-за перегрева мотора;
 Головка блока цилиндров
Головка блока цилиндров
Регулировка момента затяжки болтов
Для того чтобы выполнить все правильно и избежать ошибок нужно строго придерживаться определенных правил и соблюдать порядок выполнения.
Подтяжку нужно проводить только специальным динамометрическим ключом, который позволяет осуществлять контроль за моментом подтяжки.
Сначала, при помощи динамометрического ключа, ставим держатель в нулевое положение. Это означает, что данные устройства, равны моменту исходной позиции. Затем, нужно посмотреть на показатель прибора при старте крепежа. Вращая держатель, следим за показателями. Если момент не изменился, то это означает, что крепеж может поддаваться растяжению и это нормально, так и должно быть. Если момент быстро возрос, необходимо достичь движения болта. Этот говорит о малом растяжении держателя. Значит, нужна стабилизация.
Во время работы автомобиля, болты, которыми закреплена головка блока цилиндров, все время испытывают различные воздействия. Постоянно происходит их нагрев и остывание, что со временем приводит к разрушению структуры крепежей.
Для всех силовых агрегатов имеются конкретные правила, которых необходимо придерживаться при работе:
- Строго следуйте тем данным, которые указаны в практическом руководстве к ВАЗ 2109.
- Регулировка проводится только динамометрическим ключом. Применение иного приспособления не позволит выполнить правильно эту работу.
- Используйте, лишь исправные болты.
 Комплект болтов для замены
Комплект болтов для замены
Наиважнейшие данные касающиеся регулировки, есть в аннотации к каждому конкретному авто. Вследствие этого, надо внимательно изучить и придерживаться того, что в нем написано. Во время эксплуатации транспортного средства, нужно строго соблюдать все требования производителя и систематически диагностировать авто. Правильная и отлаженная работа силового агрегата ВАЗ 2109, предотвращает надобность в регулировании держателей головки блоков цилиндров.
Так как, головка блока цилиндров ВАЗ 2109 непростой узел, то необходимо проводить ремонтные работы лишь при абсолютной уверенности в своих действиях. Строго соблюдая порядок выполнения работ. В случае обнаружения отклонения в работе мотора, немедленно проведите его диагностику. Это позволит избежать более дорогостоящих ремонтных работ.
Необходимые инструменты
- динамометрический ключ;
- штангенциркуль или линейка.
Схема затяжки
Схема затяжки ГБЦ такая же, как и на традиционных моделях и начинать нужно с центра. Проходит в четыре приёма.
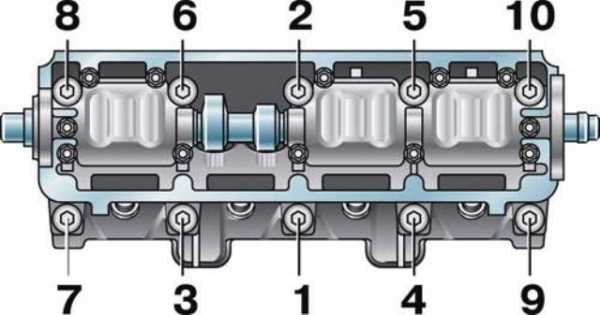 Схема по которой должна проходить протяжка ВАЗ 2109
Схема по которой должна проходить протяжка ВАЗ 2109
- затяжка моментом 2,0 кгс/м
- затяжка моментом 7,5 — 8,5 кгс/м
- доворачиваем на 90 градусов.
- повторно доворачиваем на 90 градусов.
Чтобы было понятней опишем подробней этой процесс:
- С помощью динамометрического ключа затягиваем болты в указанной на рисунке последовательности до 2,0 кг/см.
- Потом проходимся по второму кругу и дотягиваем до 8 кгс*м.
- Далее докручиваем на 90 градусов.
- Проходим по второму кругу, докручивая еще на 90 градусов.
 Правильная подтяжка
Правильная подтяжка
Внимание! На 16-ти кл силовых агрегатах болты можно использовать повторно, но если их длина не более 95 миллиметров.
В ином случае он меняется. Длина меряется вместе с шайбой. Не пытайтесь заменить динамометрический ключ иным приспособлением иначе, последствия могут быть непредсказуемыми.
Видео «Про тяжка ГБЦ »
В этом видео опытный специалист подробно рассказывает как нужно правильно проводить работы с ГБЦ и какие необходимы для этого инструменты. На ВАЗ 2109 они проходят по этой же схеме.

Головка блока цилиндров (ГБЦ) силовых агрегатов транспортных средств предназначена для обеспечения герметизации камеры сгорания. Чтобы выполнить это условие, необходимо правильно затянуть крепежные элементы, для этого следует знать, с каким усилием затягивать головку блока цилиндров. Операцию проводят после «обкатки», которая производится на двигателе нового автомобиля или по окончании восстановительных работ силового агрегата.
Из чего состоит ГБЦ
О силах, действующих на ГБЦ во время работы мотора
Силы, действующие на ГБЦ во время завинчивания винтов
В каких случаях необходима затяжка головки цилиндров
Какие ошибки могут возникнуть
Порядок и контроль затяжки ГБЦ
Видео «Как пользоваться динамометрическим ключом»
Комментарии и Отзывы
Из чего состоит ГБЦ
Практически во всех двигателях конструкция ГБЦ одинакова.
Она в себя включает:
- Корпус изделия, который изготавливают методом точного литья. В нем предусмотрены каналы подачи охлаждающей жидкости и моторной смазки трущимся частям.
- Клапаны во впускном и выпускном каналах.
- Вал распределительный (в некоторых конструкциях их два).
Основным элементом ГБЦ является корпус. Он вместе с прокладкой обеспечивает герметизацию камеры сгорания. В корпусе запрессованы направляющие втулки клапанов, их количество зависит от конструктивных особенностей ГБЦ. Клапаны перемещаются во втулках, обеспечивая подачу топлива и вывод отработанных газов. Для изготовления корпуса головки используют алюминий, она крепится к блоку болтами, производимыми из высококачественной стали.

Головка блока цилиндров
Коэффициент температурного расширения у этих металлов разный, поэтому обеспечить высокую герметичность камеры сгорания возможно только в том случае, когда головка будет затягиваться равномерно по всей плоскости блока цилиндров. Если это условие не выполняется, силовой агрегат может выйти из строя.
О силах, действующих на ГБЦ во время работы мотора
Обеспечить равномерность теплового воздействия на головку в работающем двигателе невозможно. Наиболее сильному нагреву подвергаются места в корпусе, располагающиеся над камерой сгорания, что вызывает напряжение металла на этих участках. Сила давления корпуса из алюминия на прокладку между ГБЦ и блоком цилиндров сильно увеличивается, что может вывести её из строя. Чтобы этого избежать, производится периодическая протяжка болтов крепления ГБЦ.
Силы, действующие на ГБЦ во время завинчивания винтов
Обеспечить высокую герметичность камеры сгорания только установкой головки на блок цилиндров не получается, поэтому между ними стоит прокладка. Она имеет более низкую жесткость, при затяжке болтов прокладка сжимается, тем самым производится уплотнение зазоров. Если завинчивание крепежных винтов производится в произвольном порядке, а момент затяжки болтов ГБЦ на ключе не контролируется, можно получить деформацию корпуса головки или прогорание прокладки.
Следует напомнить, что такое момент затяжки болтов. Под этим подразумевается величина усилия на гаечном ключе, которое обеспечит герметичность соединения головки и блока цилиндров. Момент затяжки болтов и последовательность выполнения работы указываются в инструкции по ремонту и эксплуатации транспортного средства. Эти рекомендации следует выполнять неукоснительно.
В каких случаях необходима затяжка головки цилиндров
Конструкция движков постоянно совершенствуется, срок службы увеличивается, а объем работ по обслуживанию силовых агрегатов уменьшается. Моторы, выпущенные после 2010 года, уже не нуждаются в периодической протяжке болтов крепления головки. Для более ранних моторов проводить такую операцию рекомендуют при каждом очередном ТО. При длительной эксплуатации машины иногда появляются следы протечек моторного масла или охлаждающей жидкости. В таком случае необходимо немедленно подтянуть крепеж ГБЦ, иначе может потребоваться серьезный ремонт мотора. Причинами появления протечек может быть перегрев силового агрегата и несоблюдение порядка затягивания болтов.
Когда усилие затягивания крепежных винтов движка ниже рекомендованных, может произойти прогорание прокладки, которое повлечет за собой демонтаж головки с последующей заменой поврежденной детали. Отмечены случаи, когда ремонтники не соблюдают порядок и момент затяжки ГБЦ, поэтому водители со стажем проводят проверку состояния болтов при пробеге 1 тыс. км после ремонта мотора.
Основные рекомендации
Прежде всего следует отметить, что такая процедура может проводиться после ремонта силового агрегата или с целью проверки величины момента затяжки болтов в процессе эксплуатации мотора. Если ГБЦ была демонтирована, следует внимательно осмотреть болты, а также отверстия в блоке цилиндров для их установки. Винты не должны иметь удлинения или деформации резьбовой части. Отверстия в блоке под болты очищают от остатков моторного масла, жидкости, других посторонних частиц. Если этого не сделать, можно повредить цилиндровый блок, при этом ГБЦ затянуть с требуемым усилием не получится.
Работу следует начинать только после ознакомления с рекомендациями изготовителей автомобиля по эксплуатации и ремонту. Там водитель найдет все необходимые сведения для выполнения работы, в том числе усилия и очередность затягивания болтов.
Важно! Для движков с болтами типа TTY существует запрет на повторное использование, так как они могут оборваться.
Еще одной особенностью использования таких болтов является установка их под определенным углом. Для этого потребуется специальный ключ с индикатором, который покажет градус наклона.
Пользователь Игорь Иванов показывает на видео установку и затяжку ГБЦ.
Какие ошибки могут возникнуть
К сожалению, водители, самостоятельно выполняющие восстановление силового агрегата, допускают досадные ошибки, которые могут нанести вред блоку цилиндров и рабочему инструменту.
К ним можно отнести следующее:
- оставление моторной смазки или других посторонних частиц в местах установки крепежных изделий;
- завышение величины усилия затягивания болтов;
- применение инструмента, не предназначенного для этой операции;
- несоблюдение очерёдности затягивания ГБЦ;
- использование болтов несоответствующей длины.
Если момент подтягивания крепежных винтов моторе определять «на глазок», чаще всего происходит перетяжка, которая приводит к разрыву болтов. Изношенными гранями ключа можно повредить головку крепежного элемента, после чего завернуть или вывернуть его будет невозможно. Самостоятельно изменённый порядок установки болтов приведет к возникновению перенапряжений в корпусе головки, а это чревато появлением трещин. Они могут быть сквозными, что способствует появлению протечек смазки или охлаждающей жидкости. Появится прорыв газов во впускном или выпускном коллекторе. Начнутся перебои в работе мотора, потеряется его мощность.

Если через трещины или прогары жидкость для охлаждения мотора попадёт в систему смазки, произойдет разжижение моторного масла. После этого давление смазки уменьшится, и поступление его к местам трения будет недостаточным, а вкладыши коленчатого вала могут провернуться. Многими документами допускается повторное применение крепежных элементов, но лучше использовать новые изделия. Крепиться ГБЦ к блоку цилиндров должна только качественными винтами.
Порядок и контроль затяжки ГБЦ
При выполнении затяжки следует делать это равномерно, без лишних усилий и спешки.
Перед началом работы нужно приготовить следующие инструменты и расходные материалы:
- динамометрический ключ с насадкой, которая будет соответствовать головке болта;
- небольшое количество моторного или любого другого масла;
- ветошь.
Независимо от конструкции силового агрегата, будь то 402, 406 двигатель или даже G4EE, 4B12, затягиваться ГБЦ будет всегда одинаково. Винты крепления будут расположены параллельно относительно камер сгорания. Инструкция по эксплуатации подскажет, с каким усилием затягивать головку блока цилиндров.
Порядок выполнения работы будет примерно таким:
- Крепежные болты смазывают небольшим количеством масла.
- Устанавливают их на своё место и заворачивают рукой, насколько получится.
- Далее понадобиться специальный динамометрический ключ. С его помощью производят затяжку с усилием, равным примерно 1-2 кгс*м, согласно схеме для данного мотора.
- На следующем этапе усилие доводят до 5-8 кгс*м (при этом следуют рекомендациям производителя автомобиля).
Через небольшой промежуток времени операцию повторяют 1-2 раза, поворачивая болты примерно на четверть оборота. После пробега около 500-1000 км проверяют степень затяжки, но не для всех типов силовых агрегатов. Если применяются пружинные болты, такая операция не потребуется.
Видео «Как пользоваться динамометрическим ключом»
Пользователь Александр Март показывает видео об использовании динамометрического ключа.
Головка блока цилиндров (ГБЦ) в двигателе играет чрезвычайно важную роль. В ней размещён газораспределительный механизм, который отвечает за порядок впрыска топлива и отвода отработанных газов. ГБЦ находится под постоянным воздействием большого давления газов и высокой температуры. Крепится ГБЦ при помощи болтов, шпилек и гаек, к правильной затяжке которых предъявляются повышенные требования.
Важность правильной затяжки болтов или гаек ГБЦ
Головка блока цилиндров (ГБЦ) — один из важнейших узлов автомобиля. Она закрывает блок цилиндров. В ней расположены распределительные валы, клапанные крышки и другие детали газораспределительного механизма. На ГБЦ постоянно воздействуют огромные переменные силы давления и температуры. Поэтому к её резьбовому креплению предъявляются особые требования.
Головка блока постоянно должна испытывать силу сжатия, которая задаётся определённым моментом затяжки резьбового крепления. Для того чтобы сила сжатия была равномерно распределена по поверхностям стыка головки с блоком цилиндров предусмотрено большое количество стяжных болтов или шпилек с гайками. Равномерность прижатия ГБЦ к блоку цилиндров обеспечивается определённой схемой порядка затяжки резьбовых соединений. Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.

Соблюдения правильного порядка затяжки болтов ГБК гарантирует правильность её прижатия к блоку цилиндров
Последствия от перетяжки болтов крепления ГБЦ
Если затяжка резьбовых соединений головки блока ведётся с превышением усилия от номинального, то сила растяжения, которая воздействует на болт или шпильку, начнёт разрушать резьбу в блоке или вытягивать тело крепёжного элемента. Наступает так называемый момент текучести, когда при дальнейшем увеличении силы затяжки сила прижатия начнёт уменьшаться. Итог: быстрое прогорание прокладки в месте наихудшего сжатия.
Если же резьба в отверстиях блока будет сильно повреждена, то она уже не сможет обеспечить необходимое прижатие головки при правильном моменте затяжки. Её потребуется восстанавливать, а это дополнительные затраты. Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.

Работа динамометрическим ключом
Что будет, если недостаточно затягивать болты крепления ГБЦ
Если крепление головки выполняется с минимальным усилием, то это приведёт к слабому прижатию её к поверхности блока цилиндров. Между прокладкой и прилегающими к ней плоскостями блока и головки образуются микроскопические зазоры, которые обязательно приведут к прогоранию уплотняющего материала.
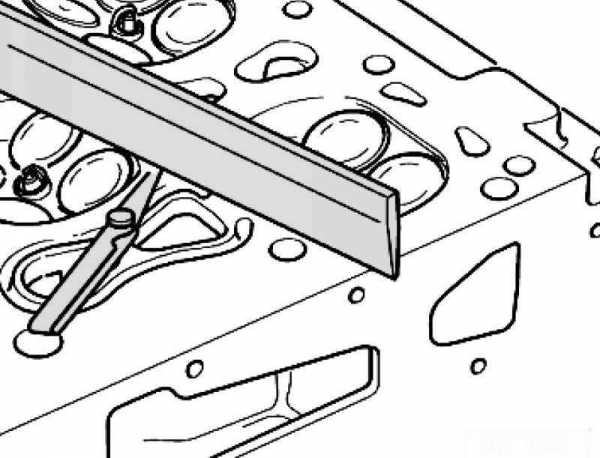
Проверка плосткости головки блока специальной линейкой
Недостаточная затяжка болтов крепления не обеспечивает нормального прилегания головки, что может вызвать коробление её стыковой поверхности.
Виды ключей для правильной затяжки резьбовых соединений
Затяжка резьбового соединения должна делаться с таким усилием, чтобы исключить:
- неплотное прилегание сопрягаемых поверхностей скрепляющихся деталей;
- срыв ниток резьбы;
- механическое разрушение тела болта;
- проворачивание граней у гайки или головки болта;
- разрушение гравёрных шайб.
Любой материал, из которого сделан блок (головка цилиндров, крепёжные болты), имеет свой предел прочности. Именно наименьший предел прочности самого слабого звена в узле крепления определяет наибольшее усилие затяжки. Самое слабое звено в креплении головки блока цилиндров — болты (шпильки) и резьба в отверстиях блока. Их слабость определяется не столько прочностью материала их изготовления, сколько несопоставимыми размерами (диаметром) с габаритами, массой блока и головки цилиндров. Понятно, что для разрушения солидного чугунного блока или массивной дюралевой головки нужно приложить гораздо больше усилий, чем для разрыва тонкого болта, сделанного из высокопрочной легированной стали.
Какое усилие нужно прикладывать
Пороговое или предельное значение прочности ответственных деталей обычно даётся в паспортных данных двигателя. Там же приводятся значения максимальных усилий затяжки болтов крепления ГБЦ. Для выполнения затяжки с требуемым усилием служат специальные динамометрические ключи.
По способу регулирования и индикации динамометрические ключи делятся на следующие категории:
- Нерегулируемые с постоянным моментом затяжки. Они применяются для затяжки ГБЦ на конвейерах при сборке двигателей. Их достоинства — высокая надёжность.
- Регулируемые на предельный момент затяжки. Это так называемые трещотки с возможностью установки определённого момента затяжки. При достижении этого усилия трещотка срабатывает, и дальнейшее закручивание становится невозможным. Трещоточная насадка часто оснащается реверсом. В этом случае ей можно не только закручивать болты и гайки, но и откручивать их. Трещоткой комплектуются многие наборы головок.
- Со шкалой и стрелкой. Таким ключом можно вести затяжку резьбовых соединений с разными усилиями. Главные условия: нужно много свободного места и возможность удобного наблюдения за шкалой. Входит в набор инструментов слесарей-мотористов.
- Цифровая индикация в компактном приборе, измеряющем приложенное усилие. Очень точный, надёжный, удобный в работе инструмент. С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля.
- Комбинация выставляемого усилия затяжки с контролем по цифровой или стрелочной индикации. Такие ключи защищают резьбу от прикладывания чрезмерного усилия затяжки, одновременно позволяя контролировать величину момента с помощью прибора индикации.
Фотогалерея: виды динамометрических ключей
Общие правила затяжки креплений головки блока
У головок разных моделей двигателей параметры порядка и момента затяжки ГБЦ сильно отличаются друг от друга. Но есть общий набор универсальных правил, которые подойдут ко всем типам моторов:
- Затяжка головки блока ведётся согласно схеме, разработанной производителем двигателя.
- Момент затяжки болтов крепления или гаек также определён производителем и отражён в инструкции по эксплуатации этого легкового автомобиля.
- Затяжка ведётся исправным и калиброванным динамометрическим ключом.
- Болты крепления или шпильки с гайками используются в идеальном состоянии без повреждения резьбы и тела болта или шпильки. Резьба должна быть чистой, без зазубрин и заусенцев.
- Свою специфику имеют болты для затяжки головки блока типа TTY. У них указывается не момент силы, а установочный градус. Нужные сведения содержатся в инструкции по эксплуатации силового агрегата.
- В глухих отверстиях в блоке под болты ничего не должно находиться. Маслом следует поливать резьбу болта, а заливать смазку в «слепое» гнездо не рекомендуется.
- Перед использованием болтов следует произвести контрольную проверку их состояния. Если при воздействии на болт моментом в 20 кГм момент текучести не достигается — его нужно менять. Причина — повышенная прочность. Если наблюдается, что момент затяжки начал уменьшаться при нагрузке — это сигнал о начале разрушения болта. Его обязательно нужно менять.
- Прокладку головки блока для замены нужно покупать только оригинальную, потому что она не даёт усадки.
Как сделать динамометрический ключ своими руками
Чтобы самостоятельно смастерить необходимый всем механикам инструмент, нужно знать его устройство. В принципе, конструкция динамометрического ключа проста. Это накидной ключ или четырёхгранник под головку с воротком, в который встроен динамометр.

Динамометрический ключ несложно сделать своими руками
Для работы вам понадобятся:
- вороток;
- ручной динамометр с пределом взвешивания 35–40 кг;
- удлинитель;
- таблица предельных усилий для затяжки крепления ГБЦ.
Усилие затяжки в таблице приводится в Нм (Ньютон-метрах), а динамометр измеряет вес в кг. Поэтому сначала нужно разобраться с числами.
Длина воротка постоянна. Её легко измерить. Если в таблице предельное усилие равно 30 Нм, а длина воротка равна 0,3 м, то усилие, показываемое динамометром, должно равняться 30 : 0,3 = 100 Н.
Один кг равняется 10 ньютон. Следовательно, прибор должен фиксировать усилие, равное 10 кг.
Чтобы сделать усилие меньше, нужно длину воротка увеличить. Для этого воспользоваться удлинителем. А дальше всё просто. На конце удлинителя сверлим дырку для верхнего крючка безмена. За нижний конец весов тянем до достижения нужного усилия.
Момент затяжки и порядок затяжки болтов ГБЦ
Разным моделям двигателей требуются различные усилия для затяжки головки блока. Имеются различия и в порядке затягивания болтов крепления. Все эти сведения указаны в паспорте двигателя. Ещё раз подчеркнём важность правильного выполнения затяжки и соблюдения величины её момента.
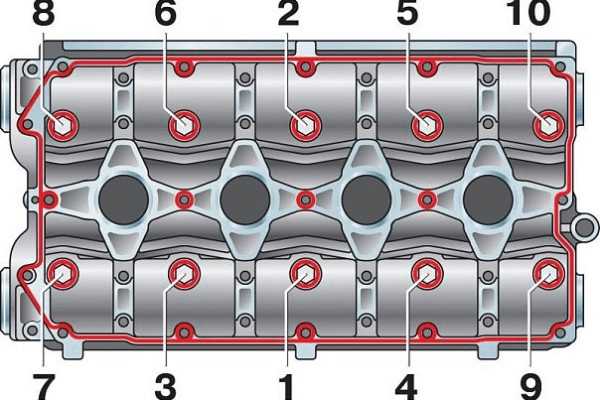
Порядок затяжки болтов крепления ГБЦ
Начинается затяжка крепления ГБЦ всегда со средних болтов. Это правило нужно соблюдать потому, что необходимо обеспечить наиболее плотное прилегание сопрягающих поверхностей. Каждая ГБЦ клапанного двигателя должна быть установлена без перекосов и ненужного напряжения металла. Затяжка резьбовых соединений обязательно делается в несколько заходов. Важно соблюдать постоянство усилия для каждого болта в каждом заходе.
Предельные крутящие моменты для болтов
Можно ли правильно затянуть резьбовые соединения ГБЦ без динамометрического ключа
Затягивать резьбовые соединения при отсутствии соответствующего оборудования категорически не стоит автолюбителям, которые решили самостоятельно поменять прокладку головки блока или притереть клапаны.
Динамометрическим ключом не всегда пользуются при затяжке опытные слесаря-ремонтники, которые способны почувствовать на практике предел прочности любого болта. Но такая способность приходит не сразу. Для этого нужно поработать динамометрическими ключами несколько лет.
Но даже специалисты с большим стажем болты крепления головки блока цилиндров на дорогих марках легковых автомобилей затягивают динамометрическим ключом, потому что эта операция напрямую влияет на долговечность работы силового агрегата. В экстренной ситуации, когда нет возможности воспользоваться динамометрическим ключом, можно применить вариант с механическим или электронным кантором. В приведённом ниже видео опытный слесарь объясняет зрителям, как можно правильно затянуть головку блока цилиндров без ключа. При этом стоит иметь в виду, что правильность выполнения работ стоит проверить с помощью угломера.
Видео: как проверить затяжку головки блока цилиндров
Затяжка болтов крепления ГБЦ на автомобилях с пробегом — дело ответственное, трудное, специфическое. Ответственное, потому что от правильной затяжки зависит нормальная и долговечная работа двигателя. Трудное, поскольку эту работу выполнять не совсем удобно из-за тесноты и недостаточной обзорности. Специфическое — потому что нужно болты подтягивать в несколько заходов, по определённой схеме, с помощью специального динамометрического инструмента.
automotocity.com
Толщина прокладки гбц приора
Приора прокладка на ГБЦ 21083 — бортжурнал Лада 21099 1997 года на DRIVE2
Закончил наконец-то дорабатывать гбц. Изначально я расчитывал степень сжатия под приоровскую прокладку.Приора прокладка металлическая и значительно тоньше асбестовой 083, что уменьшает деформацию ГБЦ и блока цилиндров.
В 2013 г. при затяжке гбц на 1 болту были сорваны грани, и чтобы его выкрутить пришлось по мучиться. Высверлить его я так и не смог, 2 часа мучений, перепробовал несколько сверл, раз 5-6 бегал затачивать сверла. Болты каленые и высверлить удалось не больше 1 мм. Пришлось снимать распредвал выкручивать шпильку чтобы подлезть болгаркой и разрезать его. Далее молоток, зубило, бородок и болт сдался.
Прокладки по каналам различаются, но не значительно.

Сверху приоровская лежит вверх ногами
На родной прокладке каналы на 4 м цилиндре были забиты герметиком, так что с ним нужно по аккуратней, а лучше его не использовать.
Циркуляции на 4 м цилиндре, можно сказать, почти не было.После сравнивая прокладки, отверстия которые 3 мм на приоровской, на мой взгляд слишком маленькие, и я их рассверлил до 6 мм.
Отверстия под болты не трогал, они хоть и под болт М10, но болт М12 чз их проходит по резьбе.
Приора прокладка более требовательна к поверхности прилегания, остатки родной пришлось удалять с блока при помощи растворителя, ГБЦ отфрезировать.
Пропуски зажигания. Ремонт. Замена масла и приора прокладка на 2112 — бортжурнал Лада 2112 Снежная королева 2004 года на DRIVE2
Всем привет!Вот и решена проблема с пропусками зажигания. Которые были из за не плотного прилегания выпускного клапана. Клапан притер и все поставил на свои места.
Очень не удобный рассухариватель

все сухари на месте
После проверил керосином не пропускает ли клапан. Фотографий особо не делал.
А теперь про прокладку от приоры.
Не так и много информации я нашел. Особенно где бы точно говорилось можно ли ее поставить или нет. В основном одни споры. У кого то все норм, у кого то не все норм. Но все таки я нашел вот такую информацию. Толщина прокладки головки блока ВАЗ 21126 в сжатом состоянии — 0,45-0,5 мм, объём 2,76 см3. Важно помнить, что расстояние от поршня в ВМТ до плоскости ГБЦ не должно быть меньше 0,8 мм.Перед установкой необходимо определить расчётную степень сжатия. От этого и отталкивался. Толщину родной прокладки которая стояла. Измерил штангенциркулем. 
Старая прокладка. 1.3 мм.
Кстати!Когда снимал шестерни грм 1й и 4й поршень были в ВМТ. И распредвалы прокручивались! И клапана не доставали до поршней.
Вот и приора прокладка. Толщина 0.45-0.50
Так же в книге или в просторах интернета. Вычитал что недоход поршня до ВМТ 120го двигателя составляет 0.40мм
Вот и недоход по факту. Те самые 0.40 мм
Далее вспоминаем азы математики. И складываем недоход и толщину прокладки. И получаем 0.40мм + 0.47мм= 0.87мм. И в теории мы укатываемся в те ограничения не меньше 0.8мм.Так же при остановке обычной прокладки можно закрыть глаза на мелкие царапины на гбц и блоке. Но так не пойдет для приора прокладки. Инфа тоже с интернета.Именно по этому полируем гбц и блок.
зерно 400 и 500

Итог. Так же и блок выглядел
Отмываем гбц и блок и ставим прокладку. Все собирал по книге.И в этот раз когда ставил шестерни грм клапана упирались в поршня. И не давали распредвалу прокручиваться.
Почти все. Заливаем масло, вкручиваем свечи. И ключ на старт
И вроде бы вот он момент истины. Крутим мотор стартером с отключенным модулем зажигания. Все отлично крутится. Подключаем модуль и запускаем мотор. Но тут конечно не без приключений. Забыл прикрутить шланг от вакуумника. Мотор заводится раскручивается до 4х тыс. об и глохнет. Благополучно ставим шлаг и запускаем мотор. И с пол тычка заводится. Но издает страшные звуки. Сразу глушу. И в голове мысль что все таки клапана задевают поршня. Но я почему то снова завожу мотор и потом вспоминаю про ГИДРИКИ. И так оно и есть по мере прогрева двигатель переставал издавать эти звуки. О счастье! Прогрел и залил промывку. И когда промывал двигатель то иногда он все таки были эти противные звуки.
Но когда я залил свежее масло то все стало работать как надо. Теперь езжу на 95м бензине. Так же поменял статику в прошивке. Хотя мои расчеты не много отличались от тех что были в прошивке.
И подытожим! Приора прокладка на 120м двигателе вполне реально. Правда при обрыве ремня будет пи##да! Особых изменений не почувствовал. Буди если только температура двигателя стало больно резко подниматься. Или просто я уже забыл как она поднималась раньше.
На этом всем все! Всем пока и удачи!
Расчет степени сжатия — бортжурнал Лада 21099 1997 года на DRIVE2
Расчет степени сжатия необходим при изменении объема в камере сгорания ГБЦ. В моем случае гбц фрезерована, изменена камера сгорания в гбц и плюс приоровская прокладка. И раз уже пилю гбц то почему бы ни найти еще пару лошадок повысив степень сжатия. Для начала нужно узнать степень в стоковой конфигурации, недоход поршня до верхней плоскости блока цилиндров, объем выборок (циковок) в поршне, чистый объем в гбц. Погуглил, характеристики двигателя ВАЗ 21083, и чуть-ли не у каждого сайта свои особенные данные по этому двигателю. Поэтому приходилось пересчитывать ст. сж. и проверять данные.В итоге:
Объем выборок (лужи) в поршне = 11,8 см^3: объем лужи поршня 21083


Недоход поршня в блоке ВАЗ 21083 = 0,4 мм:
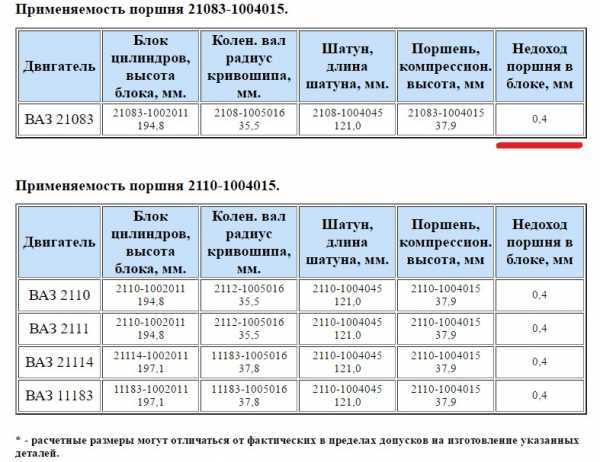
Толщина прокладки ВАЗ 21083 в обжатом состоянии = 1,05 мм: толщина прокладки 21083
Толщина прокладки ПРИОРА в обжатом состоянии = 0,45 мм: толщина прокладки ПРИОРА
Расчет ст. сж. для стока с приоровской прокладкой:
Степень сжатия повысил до 10, это крайний предел для 92 бензина, и чистый объем в гбц мне нужно сделать = 25 см^3.
Графики зависимости ст. сж. от октанового числа:
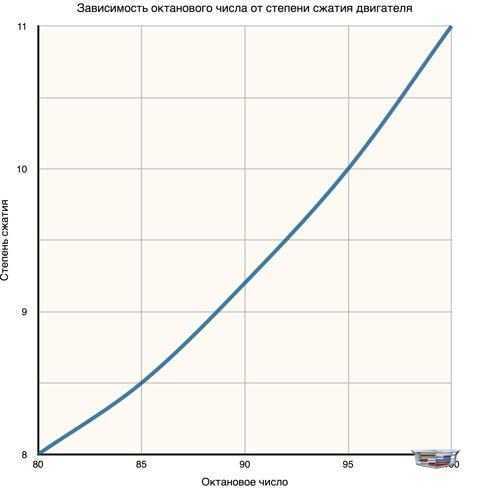
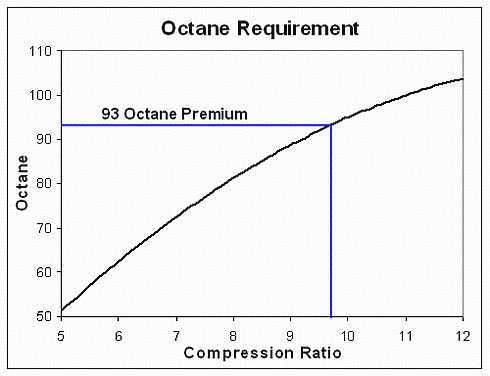
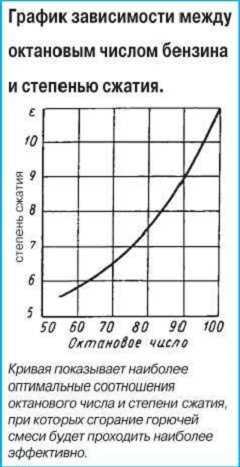
Расчет ст. сж. для гбц в 25 см^3 и приоро прокладки:
Объем гбц замерял шприцем с отработкой, необходимо было получить 25 кубиков. На фото 1 и 4 камеру нужно еще немного подточить:
На приоровской прокладке желательно рассверлить каналы охлаждающей жидкости до 6 мм, и подточить отверстия под болты крепления гбц, поскольку они под М10.
Поскольку предстоит вскрытие двигателя и ремонт ГБЦ, то немного озадачился вопросом, а не поставить ли металлопакетную прокладку от Гранты 21116 вместо обычной т.н. «паранитовой». Тем самым подняв немного степень сжатия (далее СЖ).
Но как то изначально я отверг эту идею потому что по быстрым прикидкам меня смутил очень маленький зазор поршень-плоскость ГБЦ.
А это недавно чужая запись о пробитой прокладке ГБЦ сподвигла меня еще раз все пересчитать, перечитать и переосмыслить.
Итак пройдемся по кандидатам:
1. Обычная прокладка 21083100302012 (последние 2 цифры могут быть другими если в конце 12 это производитель ВАТИ)


Внимание: Прокладка от 16 кл Приоры 21126100302000 на 8 кл не подходит по причине иного расположения отверстий под циркуляцию ОЖ кто не верит — смотрите фото:

Итак теперь об отличиях грантовской от обычной 21083:
1. Толщина 0.43 мм (по другим источникам 0.45 мм) против 1.1-1.2 мм у обычной из-за чего повышается СЖ
2. Увеличенные отверстия под проток ОЖ т.к. термонагруженность двигателя с увеличенной СЖ более высокая
3. Отверстия под болты ГБЦ рассчитаны на болты М10, а не M12 как у обычной.
Плюсы после перехода на прокладку от Гранты:
1. Повышенная степень сжатия при правильной настройки углов зажигания даст большую экономичность и чуть выше крутящий момент
2. Металлопакет в теории должен быть более надежным чем обычная прокладка
А теперь о минусах:
1. В идеале нужна корректировка прошивки ЭБУ т.к. изменилась степень сжатия
2. Двигатель будет греться немного сильнее опять же из-за увеличения СЖ
3. Уменьшается расстояние поршень — клапан из-за этого двигатель может стать из «втыковыми»
4. Повышенные требования к качеству обработки плоскости ГБЦ и блока
5. Уменьшение расстояния поршень — плоскость ГБЦ в ВМТ
Если с первыми 4-мя моментами еще можно бороться и жить, то самый крайний пункт требует хорошего выверения дабы не развалить двигатель.
Подсчитаем какой зазор до ГБЦ будет у 21114(11183) двигателя с тяжелой поршневой и обычной прокладкой (недоход поршня в вмт + толщина прокладки) при условии что блок имеет заводскую высоту:
0.4 + 1.1 = 1.5 (мм)
А теперь то же самое только с прокладкой от гранты:
0.4 + 0.43 = 0.83 (мм)
И просто для сравнения у 21126 16 кл двигателя (т.к. данных по недоходу поршней для 21116 двигателя я к сожалению не нашел):
0.58 + 0.43 = 1.01 (мм)
Пытался я покопаться в русскоязычном интернете но адекватной информации мне найти не удалось все же какой минимальный зазор должен быть до ГБЦ. И в этот раз я прошел уже по накатанной дорожке и обратился к англоязычным ресурсам. Например здесь приводится такая информация:
Зазор поршень — ГБЦ должен быть минимально возможный который бы исключал возможность контакта поршня с ГБЦ. Это, в свою очередь, в значительной степени зависит от типа шатунов и пиковых оборотов двигателя. Хорошее эмпирическое правило состоит в том, что зазор должен быть минимум 0.038-0.043 дюйма (0.96 — 1.07 мм) со стальными шатунами. Для двигателей которые не крутятся выше 6000 оборотов этот зазор может быть уменьшен вплоть до 0.81 мм. Для алюминиевых шатунов такой зазор должен быть увеличен до 0.050-0.065 дюйма (1.27- 1.65 мм)
Итого получается что установив прокладку от Гранты на обычный стоковый двигатель 21114(11183) при хорошем его разогреве или высоких оборотах можно получить стук поршнями об ГБЦ. Учитывая то что у заводских деталей еще и присутствует разброс в параметрах как по мне это довольно рисковая затея.
Скорее всего неспроста завод при выпуске Гранты увеличил высоту блока с 197.1 мм до 197.3 мм (ориентировочно с 2011 года по моим догадкам). Таким образом обезопасив себя во первых от случайного контакта поршней с ГБЦ при перекруте/перегреве двигателя, а также немного сделав перестраховку от плохого топлива.
Ради интереса также просчитал степень сжатия 21114 двигателя с разными прокладками ГБЦ по тем данным которые мне доступны.

Замену прокладки головки блока цилиндров необходимо делать, как только обнаружатся признаки ее прогорания. Иначе это отрицательно отразится на работе двигателя. Поменять прокладку ГБЦ на Лада Приора не составляет труда. Для этого достаточно иметь необходимый инструментарий и следовать инструкции по выполнению замены.
Для чего и когда выполняется замена уплотнителя?
Прокладка выполняет роль уплотнителя, герметизируя соединение между ГБЦ и блоком цилиндров. Она препятствует смешиванию рабочих жидкостей. Поэтому к ней предъявляются высокие требования. Это одноразовая деталь, которая подлежит замене в двух случаях:
- при любых ремонтных работах, сопровождаемых демонтажем головки блока цилиндров;
- если обнаружены признаки ее прогорания или деформации.
Определить необходимость замены можно по характерным признакам:
- В месте соединения видны подтеки от антифриза или моторной смазки. Причиной часто является перегрев двигателя, что ведет к деформации прокладки и ее прогоранию.

- При попадании ОЖ в масло на щупе остаются следы белесой жидкости.
- Из глушителя идет дым белого цвета, причиной которого является попадание антифриза в цилиндры.
- При попадании отработанных газов в систему охлаждения в расширителе или радиаторе видны пузырьки.
- В расширителе или радиаторе на поверхности появились масляные пятна. Они свидетельствуют о том, что в систему охлаждения проникла смазывающая жидкость.
Готовим инструменты и расходные материалы для замены
Из инструментов понадобится:
- комплект головок;
- отвертка с плоским лезвием;
- набор ключей;
- динамометрический ключ;
- шестигранный ключ;
- пассатижи.
При покупке прокладки ГБЦ следует обращать внимание, что она рассчитана на момент затяжки крепежных болтов головки, который оговаривается в мануале Лада Приора. Существует несколько видов прокладок, отличающихся использованным материалом:
- С использованием асбеста.
- Безасбестовые.
- С применением металлических компонент.
Первые два вида обладают хорошей эластичностью, упругостью, устойчивостью к высоким температурам. Металлические более эффективные и качественные, распределяющими равномерно давление по всему периметру в месте соприкосновения деталей. Не стоит экономить на уплотнителе, иначе придется чаще его менять.
На силовой агрегат 21124 установлена безасбестовая, безусадочная прокладка, имеющая металлическую окантовку. На двигателе 21126 используется металлический уплотнитель с двумя слоями. На моторе 11194 ставится такая же прокладка, но с диаметром отверстий 76,5 мм. Уплотнители ГБЦ для силовых агрегатов 21124 и 21124 не взаимозаменяемы.

Пошаговая инструкция по замене уплотнителя ГБЦ
Технология замены прокладки ГБЦ на разных марках авто похожа, может иметь небольшие отличия в зависимости от конструкции двигателя. Для Лады Приора замена выполняется по следующему алгоритму:
- Обесточиваем авто, отключив отрицательную клемму на аккумуляторе.
- Чтобы добраться до ГБЦ, необходимо демонтировать декоративную пластиковую защиту мотора. Для этого отсоединяем штекер с проводами от клапана продувки адсорбера. Отводим в сторону клапан со шлангами от мотора.

- Выкручиваем крышку на маслозаливной горловине, так как она не даст снять кожух. После снятия защиты ее нужно закрутить обратно, чтобы в мотор не попали посторонние предметы.

- Снимаем фиксаторы кожуха со шпилек, тянем его вверх и демонтируем с авто.

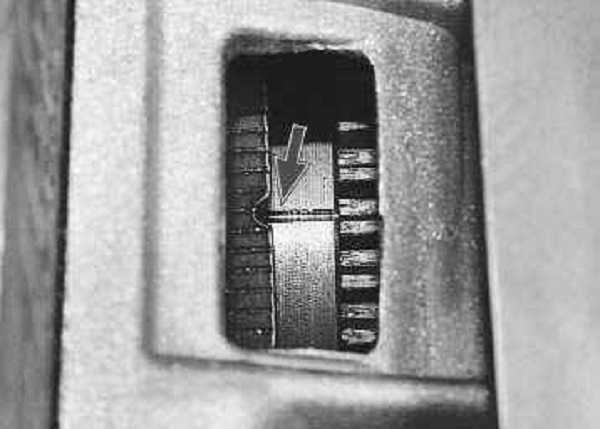
- Поршень 1-го цилиндра устанавливаем в положение ВМТ, чтобы не нарушить установку фаз газораспределения. Для этого совмещаем метки на шкивах валов, а также нужно совместить риску на маховике с треугольным вырезом на картере сцепления.
- Если процедура выполняется после поездки, сбрасываем давление в топливной системе.
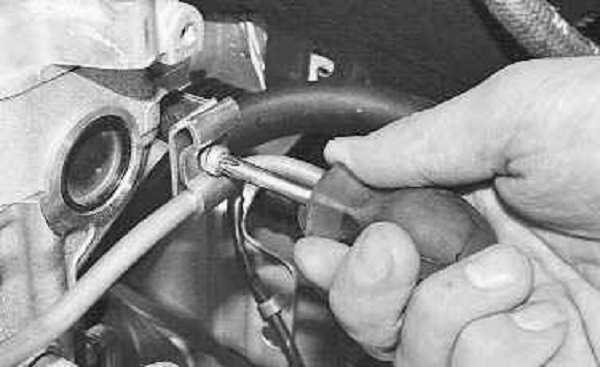
- Далее сливаем антифриз из системы охлаждения. Для этого выкручиваем крышку с расширительного бачка, чтобы снизить давление. Затем переходим под днище авто и выкручиваем сливные пробки поочередно на блоке цилиндров и рубашке охлаждения, подставляя приготовленную тару. Ждем пока стечет вся жидкость, закручиваем пробки на место.
- Демонтируем воздухофильтр вместе с воздухоподводящим рукавом.

- Отсоединяем штекер с проводами ДПДЗ и РХХ.
- Отсоединяем от дроссельного узла рукав подвода воздуха.
- Снимаем трос привода дросселя с дроссельного узла.
- Ослабляем хомуты и отсоединяем все шланги, идущие к дроссельному узлу.
- Откручиваем крепеж дроссельного узла и отсоединяем его от шпилек коллектора впуска.
- Демонтируем дроссельный узел.

- Отключаем питание катушек зажигания, демонтируем их и выкручиваем свечи зажигания.
- Отсоединяем штекер с проводами от соответствующих датчиков.
- Ослабляем хомуты, удерживающие шланги охлаждающей системы. Отсоединяем 5 шлангов от термостата.

- Отсоединяем штекер с проводами от датчика указателя ОЖ.
- Откручиваем крепеж наконечника провода «массы» и отсоединяем его.
- Выкручиваем крепление штуцера шланга топливной системы и отсоединяем его от топливного провода. На наконечнике установлен резиновый уплотнитель. При обратной сборке, его необходимо поменять, если он имеет дефекты.

- Выкручиваем болт на прижимной пластине кронштейна, благодаря которому топливный провод крепится к ГБЦ. Снимаем пластину.
- Выворачиваем крепежный винт и отсоединяем провод «массы» от ГБЦ.

- Демонтируем впускной коллектор, открутив его крепеж к крышке клапанов и ГБЦ.

- Откручиваем крепежные болты крышки клапанов к ГБЦ и демонтируем ее.
- Выкручиваем с помощью шестигранника крепеж передней защитной крышки привода ГРМ и снимаем ее.
- Затем выкручиваем крепеж нижней передней защитной крышки привода ГРМ.
- Ослабляем гайку натяжителя ременной передачи.
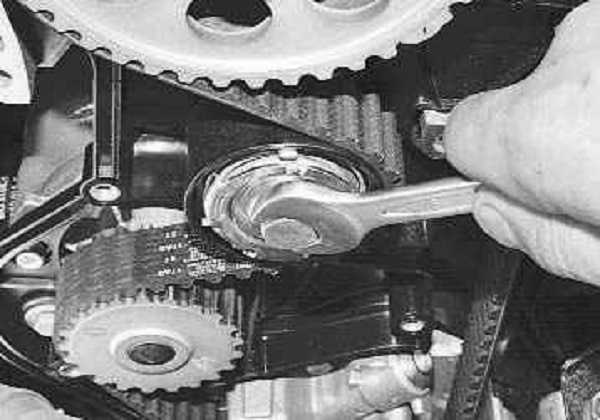
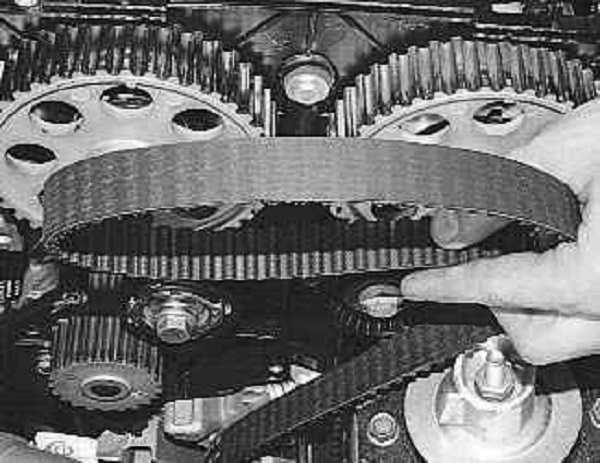
- Снимаем газораспределительный ремень.
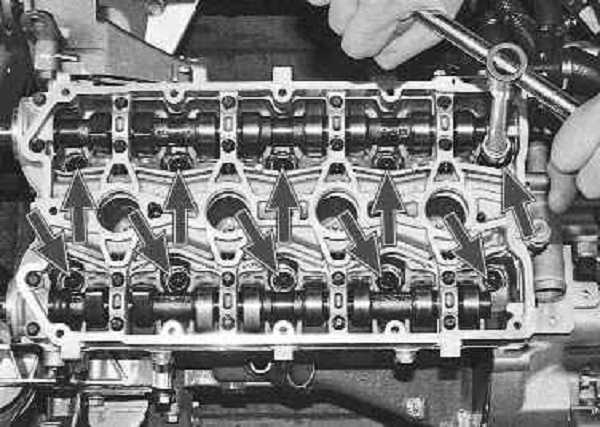
- Отворачиваем крепления звездочек распредвалов, удерживая их от проворачивания.
- Демонтируем шестеренки с валов.
- Вынимаем из пазов хвостовиков на вале шпонки.

- Демонтируем натяжной и опорный ролики.
- Снимаем защитную привода ГРМ сзади.
- Выкручиваем болты крепления ГБЦ. Порядок выкручивания обратен порядку затяжки.
- Замеряем их длину. Она не должна превышать 98 мм. При несоответствии заменяем болты.

- Демонтируем ГБЦ вдвоем, так как она слишком тяжелая.
- Снимаем прокладку ГБЦ.
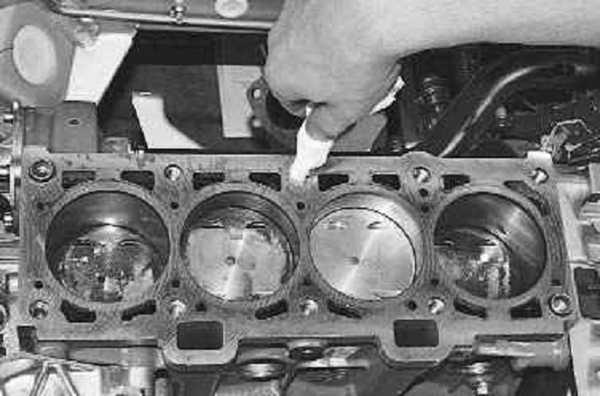
- Очищаем тщательно соприкасающиеся плоскости от загрязнений и масляных пятен, добиваясь их чистоты и сухости.
- Очищаем резьбовые отверстия для крепежных болтов в блоке от остатков масла.
- Перед тем как установить новый уплотнитель, проверяем, чтобы в гнездах присутствовали установочные втулки. Если они остались в ГБЦ, запрессовываем их в блок до упора.

- Монтируем новы уплотнитель ГБЦ на блок цилиндров.
- Проверяем совпадение меток на валах.
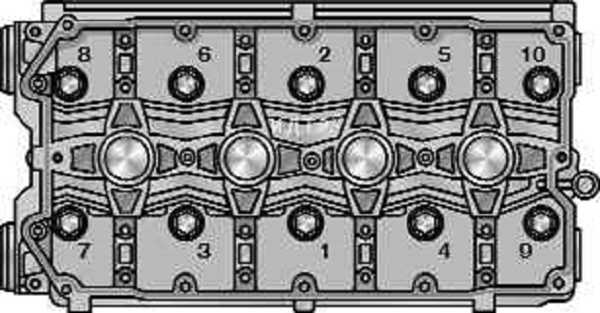
- Монтируем ГБЦ на блок. Затягиваем крепежные болты согласно схеме, моментом который указан в мануале Лада Приора.
- Устанавливаем на двигатель все детали, которые сняли, присоединяем шланги, подсоединяем штекера с проводами.
- Выполняем регулировку приводного ремня ГРМ и генератора.
Процесс замены уплотнителя ГБЦ трудоемкий, но его вполне по силам выполнить самостоятельно. Важно, строго соблюдать инструкцию и все рекомендации.
Как снять головку блока цилиндров Лада Приора.
chevroletcars.ru
Ключ для затяжки болтов гбц
Ремонт головки блока цилиндров (ГБЦ) — важный процесс, который определяет работу двигателя и автомобиля. А затяжка ГБЦ – это один из ключевых моментов общего ремонта узла. От качественной и правильной затяжки головки блока цилиндров зависит надежная, правильная и экономная работа мотора. 
На что влияет затяжка головки блока цилиндров
Подобную работу (затяжку) делают, когда проводят обратный процесс по сборке мотора автомобиля. И то, насколько правильно, надежно и крепко затянуты болты головки блока цилиндров, может сильно повлиять на работу камеры сгорания, газораспределительного механизма и мотора в целом.
В случае, если головка блока цилиндров затянута неправильно, или не в той последовательности, или слабо, это может повлечь за собой пробитие прокладки, которая устанавливается между ГБЦ и блоком цилиндров. После повреждения прокладки последствия трудно предсказать правильно. Чаще всего после такого вода из системы охлаждения попадает в моторное масло. Получается эмульсия, которая намного хуже моторного масла смазывает детали двигателя, а потому мотор может быстро «заклинить».
Кроме попадания воды в моторное масло, может резко снизится мощность двигателя, резко возрасти звук мотора, и т.д. В любом случае – ничего хорошего после неправильной затяжки головки блока цилиндров не будет.
Чтобы с достаточным усилием затянуть болты головки блока цилиндров, обязательно пользуйтесь специальным инструментом, в данном случае это динамометрический ключ. У него есть специальная шкала, которая позволит определить усилие, с которым нужно делать затяжку болтов ГБЦ. Для каждого мотора существуют свои параметры затяжки, их узнаете из руководства по ремонту мотора данной машины.
Далее мы постараемся подробно объяснить и продемонстрировать на фото ключевые моменты, как правильно и надежно затянуть болты головки блока цилиндров, чтобы обеспечить надолго надежную и правильную работу двигателя автомобиля.
Инструкция по затяжке болтов ГБЦ
Как уже упоминалось выше, для затяжки головки блока цилиндров пользуемся исключительно динамометрическим ключом. Рожковым или накидным ключами невозможно затянуть ГБЦ с нужным усилием, даже если воспользоваться дополнительными инструментами, ломиком или трубой.

Находящийся возле ручки динамометр показывает, какое усилие было применено при затяжке, а это требование должно быть выполнено точно. Допускается небольшое отклонение от требований, порядка 0,5 кг/м.
После того как взяли динамометрический ключ, запомните второе требование – порядок затяжки болтов (гаек) головки блока цилиндров. Порядок представляет собой определенную схему, которую нужно неукоснительно выполнять.
Первыми затягиваются центральные гайки (болты), а потом постепенно переходим к краю ГБЦ.

Существует несколько схем затяжки головки, и все они правильные. Главное — соблюдать «железное» правило: затягивать болты (гайки) парами от центра к краям. И не старайтесь сразу затягивать полностью, так можно перекосить головку. Затяжку проводите в три этапа: сначала болты (гайки) слегка подтяните, потом сильно подтяните, а затем окончательно сильно затяните. Для первой затяжки динамометр ключа выставите в положение 3 кг/м, дальше-больше. Промежуточная затяжка должна быть «озвучена» характерным потрескиванием. Этот звук означает, что гайка (болт) дотянут правильно. Опытные слесари рекомендуют делать затяжку болтов (гаек по диагонали).

После этого окончательно затяните ГБЦ, и мотор можно эксплуатировать. Динамометрический ключ выставляется в максимальное положение, которого требует руководство по ремонту данного автомобиля.
Важно! После щелчков, при окончательной затяжке, тянуть болты (гайки) дальше нельзя! Это приведёт к срыву резьбы.
После затяжки головки блока цилиндров дайте ей «отстояться». Чтобы не терять зря время, можно пока прикрутить коллектора, и другое снятое при разборке оборудование, натянуть цепь и т.д. Подождав 30-40 минут, сделайте контрольную затяжку.
Дело в том, что прокладка, которая ставится между головкой блока цилиндров и самим блоком двигателя, имеет свойство «усаживаться», т. е заполнять неровности и канавки, которые есть на поверхностях ГБЦ и блока, хотя невооруженным глазом они не заметны. Если контрольную затяжку проигнорировать, то в скором будущем прокладку «продавит», и ремонт двигателя придется повторить.
И еще! После небольшого пробега на отремонтированном двигателе (не более 100 км), следует еще раз подтянуть болты (гайки ГБЦ), это нужно обязательно сделать, потому что «на горячую», т. е прогреется, прокладка может еще раз «усесться».
Вот и все инструкции, которые помогут автолюбителю самостоятельно затянуть головку блока цилиндров автомобиля. Главное — не перепутать последовательность затяжки и не допускать рывков при работе динамометрического ключа.
Если следовать нашим советам, то затяжка головки блока цилиндров автомобиля пройдет быстро, сэкономит вам деньги (не придется обращаться на СТО) и обеспечит долгую и надежную работу двигателя автомобиля.
Ещё кое-что полезное для Вас:
Видео: Затяжка ГБЦ
Сегодня рассмотрим очень важную тему – Момент затяжки болтов ГБЦ. Головка блока цилиндров притягивается к самому блоку большим количеством болтов, поэтому очень важно не только затягивать все болты по порядку, но и еще с правильным усилием. В статье «Порядок затяжки болтов», я приводил схему и порядок протяжки болтов. Сегодня будем рассматривать усилие.
Замена прокладки ГБЦ, да и вообще снятие – установка головки, процесс сложный и трудоёмкий. Неверный момент затяжки болтов ГБЦ может привести к неприятным последствиям в виде выхода из строя прокладки, сорванной резьбы или оборванного болта. Чтобы этого не случилось и потом не пришлось исправлять ошибки, нужно подойти к вопросу серьёзно. В интернете можно найти много способов, как определить можно использовать болты повторно или нет, но я рекомендую прибрести новые, так как большинство болтов ГБЦ, как и карданных, рассчитаны только на одноразовое использование.
Рассмотрим основные методы затяжки болтов ГЦБ.
Обычными ключами
В некоторых источниках рекомендуется тянуть болты до начала текучести. Я не сторонник такого метода. Обычными ключами можно легко почувствовать эту самую текучесть болта (Вы не увеличиваете усилие, а головка болта продолжает поворачиваться за счет деформации). Попробую перечислить достоинства и недостатки метода:
+ Доступно. Рожковые, накидные ключи, или набор головок с воротком может найти каждый.
+ Не требуется особых навыков.
— На первых этапах протяжки не обеспечить равномерное усилие болтов.
— Можно оборвать резьбу или болт. Пытаться определить начало текучести материала – сомнительное занятие.
Затяжка динамометрическим ключом
Тут уже появляется хоть какая-то ясность и определенность, усилие затяжки уже можно измерять в цифрах, а не по ощущениям. Стоит отметить, что затягивать динамометрических ключом следует в 3 этапа, об этом я писал в статье «Порядок затяжки болтов» и поворачивать ключ плавно, без остановок и рывков. Не забываем и про погрешность ключа. Самые простые ключи дают погрешность до 10% (стрелочные), трещотки около 5%, электронные самую низкую. В процессе эксплуатации ключа, его погрешность только увеличивается. Отличается ли момент затяжки болтов ГБЦ ВАЗ (бензиновый) от момента затяжки болтов ГБЦ дизеля иномарки при одинаковой резьбе? Вопрос спорный. Сложно найти моменты затяжки болтов для разных двигателей. Кто-то советует ориентироваться на стандартный момент затяжки болтов, кто-то категорически этого не советует. В каких-то мануалах по ремонту они прописаны, а в каких-то нет. Плюсы и минусы метода:
+ Можно контролировать усилие затяжки.
+ Обеспечивается равномерная затяжка болтов на всех этапах.
— Динамометрический ключ есть не у каждого.
— Невозможно определить реальную погрешность б/у ключа.
— На момент затяжки влияет ряд факторов: а) Качество резьбы. Рекомендую использовать новые болты и убедиться, что в резьбовых отверстиях резьба непокрыта коррозией или еще чем-то. б) Трение в резьбе и под головкой болта. Рекомендуется слегка смазать резьбу болта и под головкой. Не в коем случаи не надо пытаться смазать резьбу в отверстии в) и другие факторы.
— Сложно найти требуемый момент затяжки для конкретного двигателя. В конце статьи я приведу несколько примеров, в частности момент затяжки болтов ГБВ ВАЗ 2114 и некоторых других отечественных автомобилей.
Комбинированная затяжка
Исходя из достоинств и недостатков простой затяжки и затяжки с использованием динамометрического ключа, все популярнее становится комбинированная затяжка. Иногда её называют затяжкой с доворотом на угол. Суть этого метода заключается в том, что изначально болт затягивается динамометрическим ключом на какой-то момент, а потом поворачивается обычным ключом на определенный угол. В зависимости от узла и производителя, угол поворота может составлять от 90 до 360 градусов. Производитель иногда указывает низкий момент, при котором еще трение резьбы и головки болта практически не вносят свои коррективы, а затем указывает довернуть болт на большой угол. Некоторый механики берут стандартный момент затяжки болтов и затем докручивают каждый болт на 90 градусов. Лучше опираться на значения, указанные производителями.
+ Максимально точная и равномерная затяжка.
+ Уменьшает влияние погрешности динамометрического ключа.
+ Сложность и доступность такая же, как и при использовании динамометрического ключа, но точность выше.
— Динамометрический ключ необходим.
— Если производителем в руководстве по ремонту указан такой метод затяжки, то болты однозначно надо менять или проверять их годность по длине.
— Опять же не так просто найти момент затяжки.
В заключение привожу таблицу с некоторыми указанными моментами затяжки болтов ГБЦ.
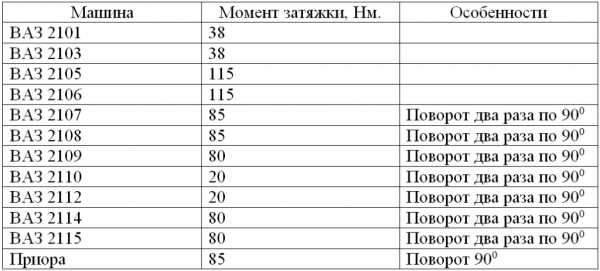
Если для Вашей машины в таблице не указан момент, то советую искать руководство по ремонту или каталог запасных частей (в них тоже иногда указывают моменты затяжки), или же искать на форумах. Иногда такую информацию Вам могут предоставить в крупных магазинах запчастей, так как там работают по каталогам и мануалам по ремонту.
Головка блока цилиндров (ГБЦ) в двигателе играет чрезвычайно важную роль. В ней размещён газораспределительный механизм, который отвечает за порядок впрыска топлива и отвода отработанных газов. ГБЦ находится под постоянным воздействием большого давления газов и высокой температуры. Крепится ГБЦ при помощи болтов, шпилек и гаек, к правильной затяжке которых предъявляются повышенные требования.
Важность правильной затяжки болтов или гаек ГБЦ
Головка блока цилиндров (ГБЦ) — один из важнейших узлов автомобиля. Она закрывает блок цилиндров. В ней расположены распределительные валы, клапанные крышки и другие детали газораспределительного механизма. На ГБЦ постоянно воздействуют огромные переменные силы давления и температуры. Поэтому к её резьбовому креплению предъявляются особые требования.
Головка блока постоянно должна испытывать силу сжатия, которая задаётся определённым моментом затяжки резьбового крепления. Для того чтобы сила сжатия была равномерно распределена по поверхностям стыка головки с блоком цилиндров предусмотрено большое количество стяжных болтов или шпилек с гайками. Равномерность прижатия ГБЦ к блоку цилиндров обеспечивается определённой схемой порядка затяжки резьбовых соединений. Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.
Соблюдения правильного порядка затяжки болтов ГБК гарантирует правильность её прижатия к блоку цилиндров
Последствия от перетяжки болтов крепления ГБЦ
Если затяжка резьбовых соединений головки блока ведётся с превышением усилия от номинального, то сила растяжения, которая воздействует на болт или шпильку, начнёт разрушать резьбу в блоке или вытягивать тело крепёжного элемента. Наступает так называемый момент текучести, когда при дальнейшем увеличении силы затяжки сила прижатия начнёт уменьшаться. Итог: быстрое прогорание прокладки в месте наихудшего сжатия.
Если же резьба в отверстиях блока будет сильно повреждена, то она уже не сможет обеспечить необходимое прижатие головки при правильном моменте затяжки. Её потребуется восстанавливать, а это дополнительные затраты. Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.
Работа динамометрическим ключом
Что будет, если недостаточно затягивать болты крепления ГБЦ
Если крепление головки выполняется с минимальным усилием, то это приведёт к слабому прижатию её к поверхности блока цилиндров. Между прокладкой и прилегающими к ней плоскостями блока и головки образуются микроскопические зазоры, которые обязательно приведут к прогоранию уплотняющего материала.
Проверка плосткости головки блока специальной линейкой
Недостаточная затяжка болтов крепления не обеспечивает нормального прилегания головки, что может вызвать коробление её стыковой поверхности.
Виды ключей для правильной затяжки резьбовых соединений
Затяжка резьбового соединения должна делаться с таким усилием, чтобы исключить:
- неплотное прилегание сопрягаемых поверхностей скрепляющихся деталей;
- срыв ниток резьбы;
- механическое разрушение тела болта;
- проворачивание граней у гайки или головки болта;
- разрушение гравёрных шайб.
Любой материал, из которого сделан блок (головка цилиндров, крепёжные болты), имеет свой предел прочности. Именно наименьший предел прочности самого слабого звена в узле крепления определяет наибольшее усилие затяжки. Самое слабое звено в креплении головки блока цилиндров — болты (шпильки) и резьба в отверстиях блока. Их слабость определяется не столько прочностью материала их изготовления, сколько несопоставимыми размерами (диаметром) с габаритами, массой блока и головки цилиндров. Понятно, что для разрушения солидного чугунного блока или массивной дюралевой головки нужно приложить гораздо больше усилий, чем для разрыва тонкого болта, сделанного из высокопрочной легированной стали.
Какое усилие нужно прикладывать
Пороговое или предельное значение прочности ответственных деталей обычно даётся в паспортных данных двигателя. Там же приводятся значения максимальных усилий затяжки болтов крепления ГБЦ. Для выполнения затяжки с требуемым усилием служат специальные динамометрические ключи.
По способу регулирования и индикации динамометрические ключи делятся на следующие категории:
- Нерегулируемые с постоянным моментом затяжки. Они применяются для затяжки ГБЦ на конвейерах при сборке двигателей. Их достоинства — высокая надёжность.
- Регулируемые на предельный момент затяжки. Это так называемые трещотки с возможностью установки определённого момента затяжки. При достижении этого усилия трещотка срабатывает, и дальнейшее закручивание становится невозможным. Трещоточная насадка часто оснащается реверсом. В этом случае ей можно не только закручивать болты и гайки, но и откручивать их. Трещоткой комплектуются многие наборы головок.
- Со шкалой и стрелкой. Таким ключом можно вести затяжку резьбовых соединений с разными усилиями. Главные условия: нужно много свободного места и возможность удобного наблюдения за шкалой. Входит в набор инструментов слесарей-мотористов.
- Цифровая индикация в компактном приборе, измеряющем приложенное усилие. Очень точный, надёжный, удобный в работе инструмент. С его помощью можно затягивать болты крепления головки блока с точностью до сотых долей Нм непосредственно на двигателе автомобиля.
- Комбинация выставляемого усилия затяжки с контролем по цифровой или стрелочной индикации. Такие ключи защищают резьбу от прикладывания чрезмерного усилия затяжки, одновременно позволяя контролировать величину момента с помощью прибора индикации.
Фотогалерея: виды динамометрических ключей
Общие правила затяжки креплений головки блока
У головок разных моделей двигателей параметры порядка и момента затяжки ГБЦ сильно отличаются друг от друга. Но есть общий набор универсальных правил, которые подойдут ко всем типам моторов:
- Затяжка головки блока ведётся согласно схеме, разработанной производителем двигателя.
- Момент затяжки болтов крепления или гаек также определён производителем и отражён в инструкции по эксплуатации этого легкового автомобиля.
- Затяжка ведётся исправным и калиброванным динамометрическим ключом.
- Болты крепления или шпильки с гайками используются в идеальном состоянии без повреждения резьбы и тела болта или шпильки. Резьба должна быть чистой, без зазубрин и заусенцев.
- Свою специфику имеют болты для затяжки головки блока типа TTY. У них указывается не момент силы, а установочный градус. Нужные сведения содержатся в инструкции по эксплуатации силового агрегата.
- В глухих отверстиях в блоке под болты ничего не должно находиться. Маслом следует поливать резьбу болта, а заливать смазку в «слепое» гнездо не рекомендуется.
- Перед использованием болтов следует произвести контрольную проверку их состояния. Если при воздействии на болт моментом в 20 кГм момент текучести не достигается — его нужно менять. Причина — повышенная прочность. Если наблюдается, что момент затяжки начал уменьшаться при нагрузке — это сигнал о начале разрушения болта. Его обязательно нужно менять.
- Прокладку головки блока для замены нужно покупать только оригинальную, потому что она не даёт усадки.
Как сделать динамометрический ключ своими руками
Чтобы самостоятельно смастерить необходимый всем механикам инструмент, нужно знать его устройство. В принципе, конструкция динамометрического ключа проста. Это накидной ключ или четырёхгранник под головку с воротком, в который встроен динамометр.
Динамометрический ключ несложно сделать своими руками
Для работы вам понадобятся:
- вороток;
- ручной динамометр с пределом взвешивания 35–40 кг;
- удлинитель;
- таблица предельных усилий для затяжки крепления ГБЦ.
Усилие затяжки в таблице приводится в Нм (Ньютон-метрах), а динамометр измеряет вес в кг. Поэтому сначала нужно разобраться с числами.
Длина воротка постоянна. Её легко измерить. Если в таблице предельное усилие равно 30 Нм, а длина воротка равна 0,3 м, то усилие, показываемое динамометром, должно равняться 30 : 0,3 = 100 Н.
Один кг равняется 10 ньютон. Следовательно, прибор должен фиксировать усилие, равное 10 кг.
Чтобы сделать усилие меньше, нужно длину воротка увеличить. Для этого воспользоваться удлинителем. А дальше всё просто. На конце удлинителя сверлим дырку для верхнего крючка безмена. За нижний конец весов тянем до достижения нужного усилия.
Момент затяжки и порядок затяжки болтов ГБЦ
Разным моделям двигателей требуются различные усилия для затяжки головки блока. Имеются различия и в порядке затягивания болтов крепления. Все эти сведения указаны в паспорте двигателя. Ещё раз подчеркнём важность правильного выполнения затяжки и соблюдения величины её момента.
Порядок затяжки болтов крепления ГБЦ
Начинается затяжка крепления ГБЦ всегда со средних болтов. Это правило нужно соблюдать потому, что необходимо обеспечить наиболее плотное прилегание сопрягающих поверхностей. Каждая ГБЦ клапанного двигателя должна быть установлена без перекосов и ненужного напряжения металла. Затяжка резьбовых соединений обязательно делается в несколько заходов. Важно соблюдать постоянство усилия для каждого болта в каждом заходе.
Предельные крутящие моменты для болтов
Можно ли правильно затянуть резьбовые соединения ГБЦ без динамометрического ключа
Затягивать резьбовые соединения при отсутствии соответствующего оборудования категорически не стоит автолюбителям, которые решили самостоятельно поменять прокладку головки блока или притереть клапаны.
Динамометрическим ключом не всегда пользуются при затяжке опытные слесаря-ремонтники, которые способны почувствовать на практике предел прочности любого болта. Но такая способность приходит не сразу. Для этого нужно поработать динамометрическими ключами несколько лет.
Но даже специалисты с большим стажем болты крепления головки блока цилиндров на дорогих марках легковых автомобилей затягивают динамометрическим ключом, потому что эта операция напрямую влияет на долговечность работы силового агрегата. В экстренной ситуации, когда нет возможности воспользоваться динамометрическим ключом, можно применить вариант с механическим или электронным кантором. В приведённом ниже видео опытный слесарь объясняет зрителям, как можно правильно затянуть головку блока цилиндров без ключа. При этом стоит иметь в виду, что правильность выполнения работ стоит проверить с помощью угломера.
Видео: как проверить затяжку головки блока цилиндров
Затяжка болтов крепления ГБЦ на автомобилях с пробегом — дело ответственное, трудное, специфическое. Ответственное, потому что от правильной затяжки зависит нормальная и долговечная работа двигателя. Трудное, поскольку эту работу выполнять не совсем удобно из-за тесноты и недостаточной обзорности. Специфическое — потому что нужно болты подтягивать в несколько заходов, по определённой схеме, с помощью специального динамометрического инструмента.
automotocity.com
Шлифовка головки блока цилиндров своими руками

Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
Рекомендуем также прочитать статью о том, что такое степень сжатия двигателя внутреннего сгорания. Из этой статьи вы узнаете о данной величине, а также на что влияет степень сжатия в устройстве ДВС.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Когда головку блока цилиндров нужно шлифовать

Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Рекомендуем также прочитать статью о том, как правильно осуществляется затяжка головки блока цилиндров динамометрическим ключом. Из этой статьи вы узнаете о рекомендуемом усилии во время закручивания болтов крепления, о порядке затяжки и других нюансах во время выполнения данной процедуры.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Другими словами, на прокладку сильно влияет состояние головки блока, если точнее, нарушенное сопряжение плоскости БЦ и ГБЦ. В случае обнаружения дефектов необходимо выполнить фрезеровку (шлифовку) головки блока цилиндров. Сама шлифовка ГБЦ, а также и блока цилиндров позволяет довести до нужных параметров привалочную плоскость ГБЦ и БЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока

Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Добавим, что данный метод замеров при помощи линейки не отличается высокой точностью, но позволяет быстро проверить плоскость головки блока своими руками прямо в гараже. Если ГБЦ деформирована, тогда щупы и линейка помогают наглядно выявить дефекты, а также оценить степень серьезности имеющейся проблемы. Также следует отметить, что в случае прогара прокладки самые очевидны деформации привалочной поверхности будут именно в том месте или рядом с областью, где прокладку пробило. Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Сам процесс шлифовки головки блока своими руками возможен при наличии фрезерно-шлифовального станка или опыта выполнения подобных работ самостоятельно при помощи шлифофального круга, наждачной бумаги и т.п. Другими словами, шлифовальные операции лучше доверять только проверенным и опытным специалистам. Если же вы решили делать ремонт двигателя самостоятельно, тогда нужно особое внимание уделить определенным тонкостям, которые связаны со шлифовкой головки.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Блок цилиндров – одна из основных деталей двигателя, напрямую влияющая на качество его работы. Нарушение нормального функционирования данного узла мотора в основном возникает вследствие деформации головки, представляющей собой закрывающую цилиндры крышку. Любая неровность или искривление этой детали препятствует нормальному прилеганию к блоку и вызывает проблемы в работе двигателя. Устранить деформацию помогает шлифовка головки блока цилиндров, которую проводят во время капитального ремонта мотора.
Когда нужна шлифовка ГБЦ
Специалисты советуют проводить проверку и шлифовку ГБЦ при выполнении любых сложных работ с элементами двигателя, связанных со снятием блока. Прямым показанием к выполнению процесса являются.
- Нарушение геометрии детали вследствие перегрева.
- После сварочных работ. Если в головке присутствовали дефекты, которые устранялись сваркой, шлифовка – обязательное действие после их завершения.
СПРАВКА. Шлифовку также проводят с целью увеличения мощности двигателя при его тонком тюнинге. Уменьшение высоты головки позволяет повысить степень сжатия.
Деформация ГБЦ приводит к неплотному прилеганию прокладки, а это в свою очередь вызывает проблемы в работе двигателя:
- снижение мощности мотора;
- утечку технических жидкостей;
- сложность запуска двигателя;
- перегрев мотора.
При возникновении подобных проблем требуется внеплановая шлифовка головка блока цилиндров.
Подготовка к процессу
Первый шаг при выполнении работы – оценка состояния ГБЦ. Дефектовку привалочной поверхности проводят, установив блок на идеально ровную поверхность с помощью стальной линейки и набора щупов. Не имеющую дефектов, ровную по толщине линейку прикладывают ребром к нижней плоскости по диагоналям. Если между нею и поверхностью блока виден зазор, в него вставляют щуп.
Допустимыми и не влияющими на работу цилиндров признают зазоры до 0, 05 мм. Если величина зазора больше 0,1 мм, необходима шлифовка. При значительных зазорах блок цилиндров подлежит замене. Плоское шлифование применяют только в том случае, если высота головки после процесса будет не меньше 135,60 мм.
ВАЖНО. При наличии прогара прокладки деформация поверхности будет расположена именно в том месте или рядом с ним.
После обнаружения деформации головки проводят осмотр цилиндров БЦ на предмет трещин. Деталь с крупными трещинами шлифовать не стоит, поскольку правильно работать она всё равно не будет.
Если крупные дефекты не обнаружены, блок проверяют на наличие микротрещин. В условиях СТО это делают на специальном оборудовании. В гараже метод проверки – окраска блока с последующей очисткой через 5-6 минут. Краска после стирания с поверхности забивается в трещины, и они отчётливо видны. Но подобным способом можно выявить исключительно внешние микротрещины. Внутренние при этом остаются не замеченными. Перед процессом шлифовки микротрещины необходимо устранить.
Пошаговая инструкция
На СТО шлифовку ГБЦ проводят механическим способом на специальном станке, оснащённом шлифовальным кругом. Результат процесса зависит от профессионализма мастера. Если он превысит максимально допустимый слой шлифования, указанный в руководстве к двигателю, деталь придётся менять.
Самостоятельную шлифовку ГБЦ проводят ручным способом с помощью наждачной бумаги или точильного камня. Выглядит это следующим образом.
- Поверхность обрабатывают без сильного нажима, движениями в виде восьмёрки или нуля. Не допустимы резкие, прямые движения.
- После первого этапа шлифования берут кусок стекла по размерам головки и небольшое количество дизтоплива. Поверхность смазывают дизтопливом и прикладывают стекло. В местах, где снят слишком большой слой, образуется круг с жидкостью по краям. Там, где снят недостаточный слой – воздушный круг с топливом по краю.
- Далее стекло снимают и продолжают процесс шлифовки с учётом результатов контрольного замера.
- Как только получается идеально ровная, зеркальная поверхность, блок цилиндров можно собирать и устанавливать в двигатель.
ВАЖНО. Излишне снятый слой металла во время шлифовки может окончательно вывести деталь из строя, поэтому выполнять процедуру самостоятельно без наличия определённых навыков специалисты не рекомендуют.
Умело и тщательно отшлифованная ГБЦ, при условии правильной эксплуатации и обслуживания двигателя, прослужит автовладельцу не один десяток тысяч километров. Нарушение технологии процедуры потребует её повторного проведения через непродолжительное время.

Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Читайте в этой статье
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.
Притирка клапанов: как сделать самому. Для чего и когда нужно притирать клапаны. Как притереть клапана, какую притирочную пасту выбрать. Рекомендации.
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта.
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Когда необходимо растачивать коленчатый вал двигателя, для чего нужна расточка коленвала. Как растачивается коленвал, особенности подбора вкладышей.
chevroletcars.ru
|
|
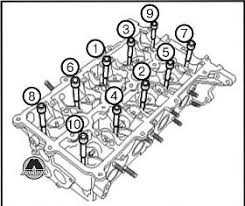
chevroletcars.ru
Момент затяжки гбц 4g64 | Авто и мото советы

Предисловие.
Пока мне идут все з/ч для замены клапанов, я решил озадачиться поиском истины о правильной затяжке ГБЦ. Но всё оказалось очень сложным и запутанным. Я перерыл весь интернет, прочитал кучу статей, просмотрел множество видео и даже читал сопромат, будь он не ладен! В этом деле я Чайник Чайникович, но к решению вопроса подошёл обстоятельно. У меня гуманитарное образование и потому, всё где есть цифры, мне поддаётся с трудом. Всё представленное ниже, исключительно мои домыслы. Итак, начнём расследование.
1. Предписания и рекомендации.
Наш мануал по ремонту MMC Outlander 2003-2008 (www.autoprospect.ru/mitsu…bloka-cilindrov-4g63.html) гласит, что перед затяжкой болтов ГБЦ их необходимо измерить. Предельно допустимый размер 99,4 мм, если всё в допуске, то болт можно не менять. Затяжка болтов осуществляется в 5 этапов: затяжка на 78 Н.м., полное ослабление, затяжка на 20 Н.м., доворот на 90*, доворот на 90*. Ни о каком конкретном моменте речи не идёт.
2. Множество мастеров, в числе который Виктор Травников заявляют, что болты ГБЦ представленным в 1-м пункте образом можно тянуть только на новом блоке с новыми болтами. Для правильной затяжки рекомендуют пользоваться ГОСТ-ом по максимальным нагрузкам.
Это две кардинально противоположных точки зрения. Теперь рассмотрим их подробнее.
1. Те, кто говорит, что затяжку нужно осуществлять доворотами, ссылаются на то, что при доворотах не нужен определённый момент, нужно достичь предела текучести. Почему нельзя этого достичь динамометрическим ключём? Потому что он учитывает трение резьбы. А нам нужна нагрузка на болт. При этом нагрузка в 20 Н.м. считается отправной точкой, потому что при такой нагрузке сопротивление резьбы незначительное. Так же все они в один голос заявляют, что повторное использование болтов не допустимо. Потому что, болты дойдя до предела текучести растягиваются и при повторном закручивании ломаются. Болты эти именуют TTY.
2. Сторонники позиции Евгения Травникова, заявляют, что болты необходимо тянуть именно моментом согласно ГОСТ в котором указаны данные по затяжке, основанные на пределе текучести (есть в интернете). Т.е. болт и держать будет хорошо и деформироваться не будет. Так же они заявляют, что при затяжке доворотами на разных болтах образуется разный момент.
Фото не будет, только много букв и нюансы.
Вот и решился на замену прокладки ГБЦ. Купил прокладку, а вот болты решил оставить старые и не прогадал, они было отличные.
Необходимый инструмент:
— динамометрический ключ
— набор инструментов с трещетками.
— канцелярский нож, герметик и прочие мелочи.
В принципе отчетов в нете много, и делать там не сложно. Главное мелочевку отцепить и потом на место собрать. Отпишу только те моменты на которых мне пришлось задуматся.
Всё делалось в 2 руки ))
1. У впускного коллектора есть 2 болта крепления на кронштейн. Подлазить со стороны левого колеса не удобно, но можно. А то я долго пытался сдернуть головку матерясь что она такая тяжелая. )))
2. Момент затяжки ГБЦ. Долго ковырял мануалы разные, в основном 4g64 ДВС. В родном мануале сказанно ваще тупо, мол 2 подхода по 100Нм, чё к чему хз…
Во многих сказанно что 20Нм и потом 2 раза по 90 градусов. Но уменя динамоключ был от 40Нм и поэтому не проканало ))
Порядок протяжки головы есть в мануале и отчетах. В итоге протянул так. Сначала все болты от руки. Потом по примерно по 20Нм. Потом 40Нм, Потом 70Нм. Дотянул до 90Нм,
Подождал пару часиков, собирал пока что навесное и всякую мелочевку, заодно ГРМ проверил, перетянул ГРМ, так как гидронатяжитель уже почти не участвовал в работе. Процесс натяжки есть в родном мануале.
Так прошло часа два…Ослабляем болты головки до 70Нм. И потом затянул до 90Нм и конечная затяжка 100Нм.
3. Прочистить дроссель, МАП датчик. Можно гидрики промыть если стучали. Вообщем времени при затяжке ГБЦ хватает чтобы убить сразу много зайцев с одного ружьишко ))))
Результат на лицо, всё работает и антифриз на месте.
Фото не делал, но как и у всех прокладку пробило в районе 4 цилиндра, Вернее антифриз проходил внутри прокладки наружу. В цилиндры не попадал.
3 болта как раз в этом месте были ослаблены. Это видимо заводская натяжка блин.
Вообщем доволен как слон, посмотрим сколько новая прокладка проживет. Всем МИР.
- Список форумовДиагностика и ремонт mitsubishiДиагностика и ремонт Mitsubishi
- Поиск
момент затяжки гбц
Модераторы: mek, indy
момент затяжки гбц
#1 Сообщение ус » 03 авг 2009, 17:53
Re: момент затяжки гбц
#2 Сообщение Rais » 04 авг 2009, 14:32
Re: момент затяжки гбц
#3 Сообщение ус » 05 авг 2009, 12:26
Re: момент затяжки гбц
#4 Сообщение начальник » 05 авг 2009, 12:32
Re: момент затяжки гбц
#5 Сообщение ус » 05 авг 2009, 14:24
Re: момент затяжки гбц
#6 Сообщение Rais » 07 авг 2009, 23:03
Re: момент затяжки гбц
#7 Сообщение Acid » 10 ноя 2009, 06:54
Re: момент затяжки гбц
#8 Сообщение Rais » 10 ноя 2009, 07:13
Re: момент затяжки гбц
#9 Сообщение Acid » 10 ноя 2009, 13:53
Re: момент затяжки гбц
#10 Сообщение Rais » 10 ноя 2009, 15:52
Re: момент затяжки гбц
#11 Сообщение Rais » 10 ноя 2009, 15:53
Re: момент затяжки гбц
#12 Сообщение Acid » 10 ноя 2009, 16:17
Re: момент затяжки гбц
#13 Сообщение Rais » 10 ноя 2009, 17:13
Re: момент затяжки гбц
#14 Сообщение Rais » 10 ноя 2009, 17:14
Re: момент затяжки гбц
#15 Сообщение Acid » 10 ноя 2009, 19:11
Re: момент затяжки гбц
#16 Сообщение shpuntik » 10 ноя 2009, 21:17
Re: момент затяжки гбц
#17 Сообщение Rais » 10 ноя 2009, 22:01
automotocity.com