Впускные и выпускные клапана – Какой клапан больше впускной или выпускной ⋆ Прорабофф.рф
Клапан двигателя. Назначение, устройство, конструкция
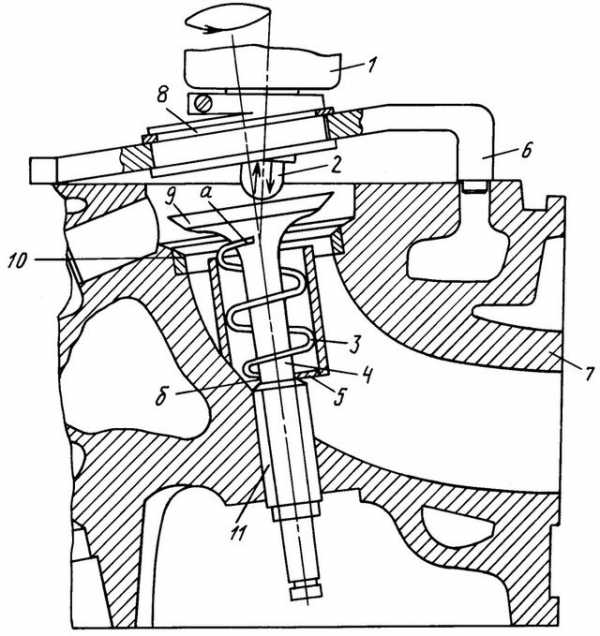
Это деталь двигателя и одновременно крайнее звено газораспределительного механизма. Клапанная группа включает в себя: пружину, направляющую втулку, седло, механизм крепления пружины. Все эти детали работают в тяжёлых механических и тепловых условиях, испытывая колоссальные нагрузки.
Сопряжение седло-клапан, подвергается наибольшему воздействию высоких температур и ударных нагрузок. Кроме того, детали постоянно испытывают недостаток в смазке по причине высоких скоростей работы. Это вызывает их интенсивный износ.
Требования, предъявляемые к группе:
- Герметичность работы клапана в сопряжении с седлом;
- Высокий коэффициент обтекаемости, при входе и выходе рабочей смеси из камеры сгорания;
- Небольшой вес деталей группы;
- Детали должны быть высокопрочными и одновременно жёсткими;
- Стойкость к высоким температурам;
- Эффективная теплоотдача клапанов;
- Высокое сопротивление механическим и ударным нагрузкам;
- Противодействие коррозии.
Назначение и особенности устройства
Назначение клапана, открывать и закрывать отверстия в головке блока цилиндров для выпуска отработанных газов либо впуска новой рабочей смеси. К основным элементам детали относятся головка и стержень. Переход от стержня к головке служит для плавного отвода газов, чем он плавней, тем лучше будет наполнение, либо очистка камеры сгорания.
Отработанные газы, выходя из камеры сгорания, создают сильное избыточное давление, а чем меньше площадь тарелки клапана, тем меньшие нагрузки он испытывает, вот почему выпускной клапан двигателя делается меньшего диаметра, а требования к нему выше. Так, при работе, головка выпускного клапана нагревается до 800-900.°С на бензиновых двигателях и до 500-700°С на дизельных моторах, впускной, нагревается до 300°С.
Именно по этим причинам при изготовлении выпускных клапанов нужны сплавы и материалы, обладающие повышенной жаропрочностью и содержащие большое количество легирующих присадок. Клапана делают из 2-х частей: головку из жаростойкого материала, стержень из углеродистой стали. Для изготовления клапана ДВС эти заготовки сваривают и шлифуют.
Выпускные клапана, в месте контакта с цилиндром, покрывают твёрдым сплавом. Толщина сплава порядка 1,5-2,5 мм. Такое покрытие позволяет избежать коррозии.
По причине меньших нагрузок при изготовлении впускных клапанов используют хромистые или хромоникелевые стали со средним содержанием углерода. При вводе рабочей жидкости в камеру сгорания, топливо отводит часть температуры от клапана и его составляющих, из-за чего температурные перепады у него ниже.
На эффективность работы клапана большое влияние оказывает его форма. Чем более она обтекаемая, тем выше скорость входящего или выходящего заряда смеси. Чаще всего головку клапана делают плоской, для облегчения изготовления детали, удешевления её производства и сохранения жёсткости.
Однако, в двигателях, испытывающих повышенные нагрузки, например, форсированных, в связи со спецификой самого двигателя применяют впускные клапана с вогнутыми головками. Такое устройство уменьшает массу детали и инерционную силу, возникающую при работе.
Стыковка клапана с седлом осуществляется по тонкому ободку на поверхности головки цилиндров — фаске. Стандартный угол наклона фаски впускных клапанов составляет 45°, у выпускных 45° или 30°. При изготовлении головок цилиндра фаски шлифуют, а затем, при установке клапана, каждый притирают к седлу. Ширина ободка должна быть не менее 0,8мм.
Ободок не должен прерываться по всему периметру окружности тарелки клапана. Сочленение между клапаном и седлом нужно уплотнить наверняка, вот зачем угол фаски клапана, по наружной стороне фаски, делают меньше угла седла на 0,5-1°.
В некоторых двигателях, для большей сохранности изделия, применяют устройство принудительного вращения клапана. В процессе работы на фасках откладывается нагар, нарушается уплотнение, появляются механические повреждения, это резко снижает эффективность работы мотора. Проворачиваясь, клапан ДВС распределяет нагрузку равномерно по всей поверхности фаски и принудительно очищает ее.
После фаски головки, у клапана имеется специальный поясок, в виде цилиндра. Эта конструктивная особенность позволяет уберечь его от перегрева и обгорания, а так же делает головку более жёсткой. Кроме того, при притирке, диаметр клапана остаётся прежним.
Пружинное стопорное кольцо предотвращает падение клапана в камеру сгорания двигателя, в случае, если элементы крепления хвостовика поломаются.
При соприкосновении с кулачком распределительного вала, или коромыслом, торцы клапана подвергаются большим нагрузкам. Поэтому для предания им жёсткости и износостойкости, их закаливают, или надевают на них специальные колпачки из высокопрочных сплавов.
Впускные клапана снабжают специальными резиновыми маслосъёмными колпачками, для предотвращения попадания через зазор масла в камеру сгорания в период такта впуска.
Выпускные клапана, работая в экстремальных температурных режимах, могут заклинить в отверстии направляющей втулки. Что бы этого не произошло, их стержни делают меньшего диаметра вблизи головки, по сравнению с поверхностью на остальной длине.
Сухарики, удерживающие клапанные пружины, держатся за сам клапан при помощи крепления, обеспеченного выточками.
Диаметр стержня выпускных клапанов больше диаметра стержня впускных, головка клапана — меньше. Такой конструктивный приём позволяет отвести от клапана больше тепла и понизить его температуру. Однако этот приём увеличивает сопротивление потока газов, делая очистку камеры сгорания менее эффективной. При расчётах, этот параметр сложно узнать, поэтому им пренебрегают, считая давление при выпуске большим, чем давление при впуске, что компенсирует недостаток с лихвой.
Для увеличения эффекта охлаждения выпускного клапана внутри его делают пустотелым. Пустое пространство заполняют металлом с низкой температурой плавления, обычно жидким натрием. Нагреваясь от головки клапана, пары жидкого натрия поднимаются в верхнюю, боле холодную часть, забирая большую часть тепла с собой. Там они соприкасаются с менее нагретой частью стержня и отдают тепло ей.

Пружины клапана
Пружина работает в условиях больших нагрузок. Основная её задача заключается в создании надёжной и плотной стыковки клапана и седла. Испытывая нагрузки, пружина может сломаться, зачастую это происходит по причине вхождения её в резонанс. С целью предотвращения этого явления, витки пружины делают с переменным шагом.
Так же можно изготовить коническую или двойную пружину. Двойные пружины обладают дополнительным плюсом, так как наличие двух деталей повышает надёжность механизма и уменьшает общий размер пружин.
Дабы исключить возможность резонанса в двойной пружине, направление витков внутренней и внешней пружин делают разными. Так же это позволяет удержать обломки детали, в случае поломки пружины, осколки задержатся между витками.
Пружины для клапанов изготавливают из проволоки, материал которой — сталь. После придания формы, изделие закаляют и подвергают отпуску. Для повышения прочности, обдувают воздухом с добавлением абразивного материала.
Что бы избежать коррозии, пружины обрабатывают оксидом цинка или кадмия. Концы пружин шлифуют и придают им плоскую форму. Это делается для более эффективной фиксации торцов пружин со специальными неподвижными тарелками в блоке цилиндров. Тарелки изготавливают из стали с низким содержанием углерода, верхнюю тарелку фиксируют на клапане при помощи сухарика.
Втулки клапанов и их направляющие
Отвод тепла от стержня клапана и его перемещение в возвратно поступательной плоскости обеспечивают направляющие втулки. В процессе работы сами втулки подвергаются воздействию высоких температур, омываясь горячими отработанными газами. При возвратно поступательном движении клапана между ним и поверхностью втулки возникает трение. Если смазки поступает не достаточно, то трение идёт практически на сухую.
Именно по этой причине к материалу втулок применяют ряд требований, таких, как: стойкость к износу, высоким температурам, трению. Некоторые составы чугуна, алюминиевая бронза, керамика обладают всеми свойствами, необходимыми для создания детали, удовлетворяющей таким требованиям.
Для впускных клапанов, в связи с разницей в температуре нагрева, зазоры между направляющей втулкой и стержнем делаются меньше. Нижнюю часть втулки делают под конус для предотвращения заклинивания клапана.

Выточки под клапана (седла)
Долговечность и правильная работа двигателя внутреннего сгорания напрямую зависят от качества изготовления выточки под клапана. При неправильной стыковке клапана и седла не будет обеспечиваться должная герметичность камеры сгорания, и скорый выход мотора из строя неизбежен. Седла изготавливают непосредственно в головке цилиндра, в данном случае речь идёт о чугунных головках. Либо делают их вставными, из стали, например, в алюминиевых головках.
Вставные седла удерживаются в головке путём запрессовки, или развальцовки.
Количество клапанов в двигателе
Когда речь заходит о клапанах, многие задаются вопросом: «сколько клапанов в двигателе должно быть?» Однозначного ответа нет, определить чёткое количество можно только изучив конструктивные особенности мотора. Учитывая, что в четырёхтактной силовой установке клапан осуществляет такты впуска и выпуска, значит минимальное количество на один цилиндр — два, один впускной и один выпускной.
Современные силовые установки наиболее часто используют конструкцию с четырьмя клапанами (двух впускных и двух выпускных) на каждый цилиндр. При открытии клапана в образовавшееся отверстие происходит заброс топливной смеси, или выход отработанных газов. Чем больше отверстие, тем эффективней будет наполнение или очистка. Соответственно коэффициент полезного действия мотора так же увеличится.
Увеличить отверстие за счёт увеличения тарелки клапана нельзя, поскольку её размер ограничен размером камеры сгорания. Поэтому для улучшения качества смесеобразования устанавливают большее количество клапанов на один цилиндр.
Встречаются схемы, в которых применяются два, три, и даже пять клапанов на цилиндр. Учитывая, что процесс наполнения более важен для работы двигателя, количество впускных клапанов в нечётных схемах всегда больше.
avtodvigateli.com
Клапана газораспределения дизельных двигателей, впускной клапан, выпускной клапан / НЕВА-диз
Постоянно на складе и под заказ впускные и выпускные клапана газораспределения судовых двигателей:
клапан впуска 4Ч 8,5/11
клапан выпуска 4Ч 8,5/11
клапан впуска 6Ч 9,5/11
клапан выпуска 6Ч 9,5/11
клапан впускной 4Ч 10,5/13
клапан выпускной 4Ч 10,5/13
клапан впускной 6Ч 12/14
клапан выпускной 6Ч 12/14
клапан впускной 3Д6/Д12
клапан выпускной 3Д6/Д12
клапан впускной 6ЧН 18/22
клапан выпускной 6ЧН 18/22
клапан впускной 6ЧН 25/34
клапан выпускной 6ЧН 25/34
клапан впускной 6Ч 23/30
клапан выпускной 6Ч 23/30
клапан впускной Г60 (6ЧН 36/45)
клапан выпускной Г60 (6ЧН 36/45)
клапан впускной 6S 160
клапан выпускной 6S 160
Клапаны (впускной клапан, выпускной клапан) – детали двигателя, служащие для периодического открывания и закрывания отверстий впускных и выпускных каналов в зависимости от положения поршней в цилиндре и от порядка работы двигателя.
Клапаны расположены в головке цилиндров под углом к вертикальной оси цилиндров. Стальной впускной клапан изготовлен цельным, а выпускной состоит из двух частей, соединённых в заготовке сваркой. Верхняя часть клапана — его стержень — изготовлена из стали, имеющей высокую износостойкость, нижняя часть стержня и головка выпускного клапана сделаны из термостойкой стали.
Уплотнительной поверхности клапанной головки приходится входить в соприкосновение с клапанным седлом до 70 раз в секунду. Возникающие при этом динамические усилия, а также силы клапанных пружин и давление воспламенения представляют собой весьма серьезное испытание для этих деталей.
Особенно сильному нагреву подвергается выпускной клапан: отработанный газ имеет температуру до 800°С. В течение того короткого времени, пока рабочие поверхности входят в соприкосновение друг с другом, необходимо осуществить максимальную передачу тепла с клапанного седла на головку цилиндра.
Выбор материала
При выборе клапанов для форсированного двигателя наибольшее количество вопросов вызывает именно выбор материала. Производители предлагают широкий выбор материалов, удовлетворяющий требованиям практически любого двигателя. Некоторые производители имеют в своем ассортименте один-два типа материала, заявляя при этом о его универсальности и том, что он подходит ко всем моторам. Однако если взять в расчет условия, в которых приходится работать клапанам, становится понятным необоснованность таких заявлений, один тип материала ни в коем случае не может подойти ко всем без исключения двигателям. Основная разница между впускными и выпускными клапанами состоит в различных рабочих температурах. Выпускные клапаны находятся под постоянным воздействием крайне разрушительных газов, а температуры часто превышают рубеж 760°С. Впускные же клапаны постоянно охлаждаются потоками воздушно-топливной смеси и не разогреваются до таких температур. Специфические сплавы впускного клапана при своей не слишком высокой рабочей температуре могут оказаться прочнее нержавеющей стали выпускного клапана.
Форма головки клапана и ее размеры имеют особое значение для мощности двигателя. А ключевым звеном является диаметр головки и угол седла. Клапаны, имеющие вогнутую со стороны камеры сгорания головку, — несколько легче обычных, но из-за увеличенного объема камеры сгорания имеет место некоторое падение компрессии. Диаметр головки клапана прямо пропорционально связан с интенсивностью прохождения потоков воздушно-топливной смеси и, следовательно, мощностью двигателя. То есть клапан должен иметь достаточный для свободного прохождения потоков смеси диаметр головки. Повысить мощность двигателя можно установив в головку блока клапаны с увеличенным диаметром головок. Такие клапаны, однако, имеют и недостаток – заметное снижение пиковой мощности и крутящего момента. Выбор диаметра клапана в итоге оказывается компромиссом между низкими оборотами и пиковой мощностью, определяющим же фактором при этом является предназначение двигателя. В обычных, нетурбированных двигателях, диаметр головки впускного клапана больше диаметра выпускного на 25%.
Угол седла клапана обычно определяется производителем двигателя, хотя измерить его можно в любой мастерской. Даже если в распоряжении мастерской имеется гидростенд, лучше не испытывать судьбу и следовать рекомендациям производителя относительно угла седла, поскольку его значение имеет огромное значение. При обработке седла клапана необходимо уделять особое внимание точности. Для того, чтобы контактная поверхность седла соприкасалась с нужной точкой фаски клапана и имела требуемую ширину (1,15 – 1,5 мм), седло должно быть обработано под несколькими углами. Профессионально обработанные седла (как показано на рисунке 1) могут существенно повысить мощность двигателя. При измерении углов нужно быть внимательным, в некоторых двигателях, как, например, у показанного на рисунке 2 двигателя Honda S2000, имеют место сужающиеся углы.
Форма нижней части головки клапана и качество ее обработки также влияет на прохождение потоков смеси через клапан. Нижняя поверхность головок высококачественных клапанов проходит специальную механическую обработку, повышающую прочность клапана и облегчающую прохождение потоков смеси. Полировка имеет несколько положительных сторон. Во-первых, благодаря удалению с поверхности всех неровностей первичной обработки облегчается прохождение потоков смеси, а во-вторых, в процессе полировки удаляются все возможные концентраторы напряжения.
Конструкция штока клапана – диаметр и выточка на штоке
Именно шток является опорной поверхностью, контактирующей с направляющей клапана. Упор же клапана должен обладать достаточным запасом прочности, способным выдерживать постоянные нагрузки, передаваемые на клапан качающимся рычагом. Диаметр штока зависит от того, какой вес и запас прочности ожидается от клапана. Некоторые клапаны премиум-класса имеют вырезку на штоке. Вырезка уменьшает диаметр в области ниже направляющей и ощутимо увеличивает проходимость смеси при низком подъеме головки клапана. При этом слегка снижается вес клапана. Существенно снизить вес клапана можно уменьшив диаметр его штока.
Хромирование штока клапана увеличивает его долговечность в условиях недостаточного смазывания. Это особенно актуально для сильно разогревающихся выпускных клапанов. В настоящее время покрытие имеют все более или менее качественные клапаны, что позволяет удовлетворить требованиям самых строгих маслосберегающих технологий. Зазор между штоком клапана и направляющей зависит от многих факторов: диаметра штока, предназначения двигателя, свойств материала направляющей и типа сальника клапана. Клапаны, имеющие недостаточный зазор, могут привести к значительно большим повреждениям двигателя, чем клапаны с чрезмерным зазором. Наиболее распространенные значения зазора впускных клапанов – 0,04-0,06 мм, выпускных – 0,05-0,075 мм.
Наиболее распространенная конструкция замка клапанной пружины – прямоугольной формы канавка. Компоненты такого замка представлены в широком ассортименте форм и типов материалов. Кроме этого свою эффективность доказали и многоканавочные замки, позволяющие клапану вращаться независимо от пружины и ее тарелки. Благодаря этому достигается равномерный износ и чистота контактных поверхностей фаски клапана и седла, а это в свою очередь увеличивает долговечность клапана. И хотя среднестатистический автомобиль великолепно работает с многоканавочной конструкцией замка тарелки пружины, для форсированных двигателей рекомендуется одноканавочная конструкция. Полукруглая форма канавки замка объективно нужна только в клапанах с очень маленьким диаметром штока, работающих на пределе прочности. Поломка клапана в области канавки замка – довольно нетипичное явление.
Упор клапана должен обладать достаточным запасом прочности, чтобы противостоять постоянному давлению качающегося рычага. Нержавеющую сталь невозможно закалить до такого уровня, чтобы она выдерживала подобные нагрузки, поэтому упор необходимо либо наваривать, либо делать съемным. Сплавы не на основе нержавеющей стали хорошо поддаются закалке и не нуждаются в наварных упорах или других укрепленных элементах. Шток клапана с многоканавочной конструкцией замка должен быть закален в области канавок либо наварен, если материал головки – нержавеющая сталь.
Вес клапана
Вес двигателя может быть фактором, ограничивающим обороты двигателя. Этот фактор обязательно нужно учитывать при его конструировании. При этом, учитывая больший размер впускных клапанов, им нужно уделять особое внимание. Вырезка на штоке клапана – незначительное снижение веса. Большого результата можно добиться, уменьшив диаметр штока клапана. Титановые клапаны хотя и дорого стоят, но имеют существенно меньший вес, что положительно сказывается на оборотах двигателя и долговечности пружин клапанного привода.
Ни один клапан не выдержит удара о поршень. Основной причиной выхода из строя головок блока является именно такие удары. Рекомендуемый зазор между ними – 2,5 мм, хотя это значение и может показаться слишком большим. Безусловно. Меньший зазор обеспечит лучшие результаты, но при этом придется жертвовать надежностью двигателя.
Материалы для производства впускных и выпускных клапанов
Материалы для производства клапанов должны удовлетворять всем требованиям двигателя. Термин “нержавеющая сталь” обычно применяется по отношению ко сплавам стали, содержащим как минимум 10% хрома. Как будет показано ниже, сплав сильхром 1 приближается к этому уровню при том что стоимость его остается на уровне дешевых высокоуглеродистых сплавов.
Sil XB, 422, 21-2N и 21-4N: сплавы нержавеющей стали.
1541: высокоуглеродистая сталь с добавками марганца, повышающими коррозионную устойчивость. 8440: стальной сплав, пригодный для производства работающих с повышенными нагрузками клапанов. Для повышения термостойкости в сплав добавлен хром.
Sil1: стальной сплав с 8,5% содержанием хрома, пригодный для производства работающих с повышенными нагрузками клапанов. Используется для изготовления высококачественных впускных клапанов.
Sil XB: ферритный сплав, содержащий 20% хрома и 1,3% никеля. Используется для производства впускных клапанов, работающих с высокими нагрузками.
422: сплав нержавеющей стали, используемый для изготовления высококачественных впускных клапанов. Сплав разработан специально для впуcкных клапанов, диапазон рабочих температур его не подходит для изготовления выпускных клапанов. Клапаны из этого сплава часто имеют обозначение “для жестких условий”.
Ti-6: титан – легкий неферритный материал, применяемый для изготовления клапанов, работающих в высокооборотистых спортивных двигателях. Он на 40% легче стали и сохраняет прочность при высоких температурах. Обычно из титана изготавливаются впускные клапаны большого диаметра, хотя можно встретить и выпускные клапаны из этого материала.
21-2N: аустенитный стальной сплав, содержащий 21% хрома и 2% никеля. Наиболее популярный материал для изготовления выпускных клапанов, сохраняет свойства при существенных повышениях температуры. Благодаря дополнительной обработке характеристики клапана из такого материала можно приблизить к оптимальным. В итоге получается недорогой и очень качественный клапан.
21-4N: аустенитный стальной сплав, похожий по качествам на 21-2N, но с более высоким содержанием никеля (4%). Используется как альтернатива сплаву 21-2N.
neva-diesel.com
| Система привода клапанов газораспределительного механизма Впускные клапаны. Массовое наполнение двигателя зависит от величин проходного сечения, открываемого клапаном и продолжительности открытия. Площадь впускного отверстия равна площади конической поверхности, расположенной между тарелкой клапана и его седлом. Эта площадь пропорциональна диаметру опорной поверхности клапана, высоте подъема клапана и зависит от угла фаски клапана. Большинство клапанов выполняется с углом фаски 45градусов. Для форсированных двигателей угол фаски иногда выполняется равным 30градусам. При меньшем угле фаски площадь впускного отверстая увеличивается. Однако при этом уменьшается жесткость тарелки, что может привести к колебаниям клапана и нарушению процесса впуска. Для облегчения клапанов их иногда выполняют тюльпанообразной формы. При выборе высоты подъема клапана приходится учитывать ряд факторов. Прежде всего, высота подъема ограничивается ростом инерционных сил, выбором соответствующего усилия клапанных пружин и связанным с этим износом пары клапан-толкатель. По мере увеличения подъема на суммарное сопротивление потоку смеси все большее влияние оказывает отверстие седла клапана. Слишком большой подъем клапана бесполезен, т.к. площадь отверстия седла клапана оказывается меньше проходного сечения конической поверхности клапана и уже она определяет прохождение смеси. Диаметр тарелки клапана ограничивается его расположением в камере сгорания, конструкцией головки цилиндра, диаметром цилиндра. Увеличение числа впускных клапанов позволяет добиться наибольшего эффекта по наполнению. Большинство современных двигателей легковых автомобилей имеют по два впускных клапана, но встречаются двигатели и с тремя впускными клапанами. Это обеспечивает существенное увеличение суммарного проходного сечения. Дополнительно улучшения наполнения удается достигнуть при наклонной установке всех четырех клапанов (два впускных и два выпускных) в полусферической камере сгорания. На процесс впуска существенное влияние оказывают динамические явления во впускных каналах. Наполнение двигателя можно увеличить за счет выбора оптимальной величины запаздывания закрытия впускного после НМТ, находящейся в пределах от 55 до 85 градусов поворота коленчатого вала. Но время впуска поток смеси (или воздуха в двигателях с впрыском топлива) двигается с высокой скоростью (до 50 м/с). Созданная при этом инерция потока смеси обеспечивает поступление смеси и при движении поршня вверх после прохождения НМТ. Это так называемая дозарядка цилиндра, зависящая от длины впускного канала, его сечения, времени-сечения открытия впускного клапана после НМТ. Чем выше частота вращения, тем больше эффективность от дозарядки (инерционного наддува). При этом коэффициент наполнения (отношение фактически поступившего воздуха в цилиндр к теоретически возможному) может быть больше единицы. Но при малой частоте вращения из-за малой скорости смеси происходит обратный выброс смеси из цилиндра во впускной канал. Этот фактор является одной из важных причин снижения наполнения, а следовательно, и крутящего момента при снижении час- тоты вращения. Выпускные клапаны. Впуск происходит под действием разрежения в цилиндре, а начало выпуска под действием значительно большего давления в цилиндре, поэтому выпускные клапаны выполняются всегда меньшего диаметра, чем впускные. Температура клапана при оптимальных углах опережения зажигания и составах смеси доходит до 950 градусов С. При снижении углов опережения зажигания, применении топлива с меньшей скоростью сгорания. Нарушении герметичности клапана и ряде других факторов перегрев клапана прогрессирует, что может вызывать его прогар. Слишком раннее открытие выпускного клапана (до 70 градусов до НМТ) при низкой частоте вращения коленчатого вала приводит к потере площади индикаторной диаграммы в конце рабочего хода, снижению крутящего момента, перегреву выпускных клапанов и повышению требований к октановому числу топлива. Для снижения температуры выпускного клапана с целью повышения надежности и уменьшения требований к октановому числу топлива существуют следующие способы. 1. Применение двух клапанов меньшего диаметра вместо одного. При выборе распределительною вала с учетом устанавливаемых фаз газораспределения следует убедиться, что при увеличенном ходе клапана в зоне ВМТ остается гарантированный зазор между тарелкой клапана и днищем поршня. Увеличение мощности тюнинг двигателя на главную разгон до 100 0-100 км/ч 0-100
|
zero-100.ru
Впускной выпускной клапан — Большая Энциклопедия Нефти и Газа, статья, страница 1
Впускной выпускной клапан
Cтраница 1
Впускные и выпускные клапаны в двигателях внутреннего сгорания управляемые. [2]
Впускные и выпускные клапаны изготовлены из стали ЭСХ-8 и термически обработаны. [3]
Впускные и выпускные клапаны проверяют на прочность и герметичность давлением, превышающим на 50 % номинальное рабочее в течение 5 мин. Утечки воздуха при этом не допускаются. Собранную пневмосистему испытывают на герметичность и проверяют работоспособность всех входящих в нее сборочных единиц. При испытании пневмо-системы утечки воздуха не допускаются. [4]
Впускные и выпускные клапаны конструктивно мало отличаются. [5]
Впускные и выпускные клапаны открываются в определенный момент в зависимости от положения кривошипа коленчатого вала дизеля. Механизм, открывающий клапаны, состоит из распределительного вала и привода клапанов. [7]
Впускные и выпускные клапаны закрываются и открываются клапанным механизмом, состоящим из толкателей и рычагов. Толкатели получают возвратно-поступательное движение от кулачков распределительного вала. Чугунные направляющие толкателей смонтированы в расточках блока над распределительными валами. В проушинах толкателей на пальцах с бронзовыми плавающими втулками закреплены ролики. Толкатель привода клапанов внутри имеет шаровую поверхность для упора нижней головки штанги. Штанги изготовлены из труб, в них с двух сторон запрессованы головки, шаровые поверхности которых цементированы и закалены. [9]
Впускные и выпускные клапаны обычно отличаются размерами головок и изготовляются из различных сталей. [11]
Впускные и выпускные клапаны обычно располагаются в рабочей крышке вертикально. Такое расположение обеспечивает наименьший износ направляющей втулки шпинделя. Клапаны открываются внутрь цилиндра, чем достигается плотное прилегание клапана к седлу при высоких давлениях. При малых давлениях и разрежении в цилиндре прилегание клапапа обеспечивается пружиной. [12]
Впускные и выпускные клапаны дизеля должны открываться и закрываться в строго определенной последовательности и в установленные моменты. Последовательность открытия и закрытия клапанов цилиндров обеспечивается соответствующим расположением кулачков распределительного вала. [13]
Привод впускных и выпускных клапанов большей частью производится эксцентриком; выпуск и здесь производится принудительно. Дабы захватывающая защелка плавно садилась на рычаг клапана, а иногда и для того, чтобы осуществить большие наполнения, — впускные эксцентрики заклиниваются, большей частью с запаздыванием, так, что получается небольшой избыточный подъем; наивысшее положение работающего края защелки превышает рычаг клапана, находящийся в покое и в момент закрытия, лишь настолько, что защелка безусловно западает. Захватывание происходит благодаря собственному весу или давлению пружины. Тогда подъем клапанов при непосредственном эксцентриковом приводе для больших наполнений становится несообразно велик, что побуждает обратиться к применению кулаков. К преимуществам распределений с расцеплением следует отнести быстрое закрытие до самого седла и малую перестановочную силу регулятора. [14]
Головки впускных и выпускных клапанов имеют неодинаковый диаметр. Для лучшего наполнения цилиндров свежей горючей смесью диаметр головки впускного клапана делают большим, чем диаметр выпускного. В связи с тем, что клапаны во время работы двигателя неодинаково нагреваются ( выпускной клапан, омываемый горячими отработавшими газами, нагревается больше), изготавливаются они из разного материала: впускные клапаны — из хромистой, выпускные — из сильхромовой жароупорной стали. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Клапан впускной и клапан выпускной двигателя СМД
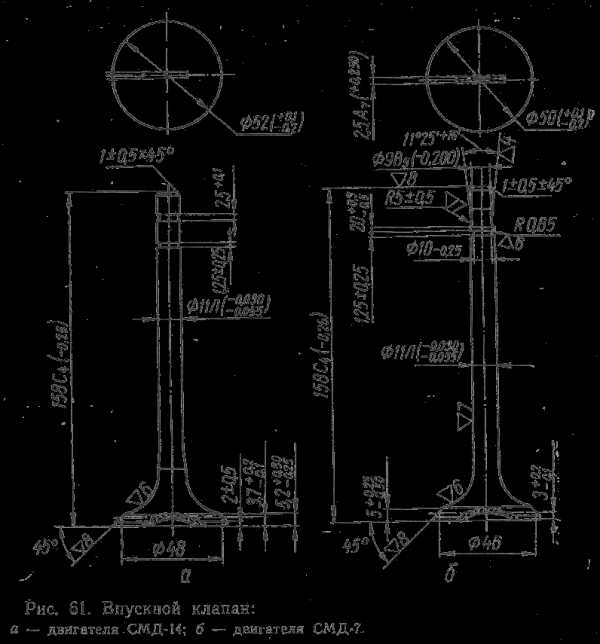
Впускные клапаны двигателей СМД-14 (деталь № СМД14-0604, рис. 61,а) и двигателей СМД-7 (деталь № СМД 1-0604, рис. 61,б) изготавливают из стали 40ХН; твердость тарелки клапана и стержня НВ 269?311.
Торец клапана подвергают закалке и отпуску до твердости не менее НRС 40 на глубину не более 4 мм с постепенным снижением твердости закаленного слоя до твердости остальной части стержня.
Выпускные клапаны двигателей СМД-14 (деталь № СМД14-0607, рис. 62,а) и двигателей СМД-7 (деталь № СМД7-0607, рис. 62,б) работают в условиях высоких температур и корродирующего действия горячих газов, поэтому их изготовляют сварными: тарелку — из жаростойкой стали Х9С2, а стержень — из стали 40ХН.
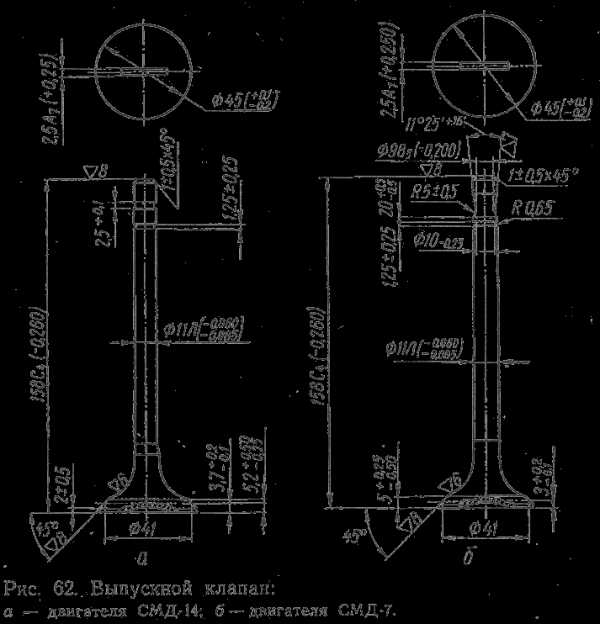
Твердость термически обработанного клапана НВ 269—311.
Дефекты, при которых клапаны подлежат восстановлению:
1. износ рабочей фаски. Высота цилиндрической кромки должна быть не менее 0,5 мм;
2. износ торца стержня до длины не менее 156,5 мм;
3. износ поверхности стержня до диаметра не менее 10,69 мм у впускного и 10,64 у выпускного;
4. изгиб стержня не более 0,05 мм на длице 100 мм;
5. износ поверхности выточки под сухарики.
Клапаны двигателей СМД выбраковывают при:
1) диаметре стержня клапана менее 10,69 мм у впускного и 10,64 мм у выпускного клапанов;
2) высоте цилиндрического пояска тарелки менее 0,5 мм;
3) подгорании тарелок клапанов;
4) изгибе стержня более 0,05 мм;
5) наличии усталостных трещин.
Восстановление рабочей фаски клапана
Восстановление рабочей фаски клапана производят шлифованием поверхности фаски до выведения следов износа на станке ОПР-723 (СШК-3) шлифовальным кругом ПВ 100?25?20, ЭБ-25-40 С1-С2К. Коническая поверхность фаски должна быть чистой, без задиров, черновин, рисок и граненности. Биение фаски относительно образующей стержня не должно превышать 0,05 мм, что проверяется на специальном приспособлении при помощи индикатора часового типа пределом измерения 0—10 мм.
Восстановление торца стержня клапана
Восстановление торца стержня клапана производят шлифованием поверхности торца до выведения следов износа на станке ОПР-723 (СШК-3). Шлифование ведут с обильным охлаждением содовым раствором, чтобы не допустить отпуска закаленной части торца стержня. После шлифования на торце снимают фаску 1 ±0,5?45°. Чистота поверхности торца стержня должна соответствовать 8-ну классу. Наличие рисок и следов износа не допускается. Плоскость торца стержня клапана должна быть перпендикулярна к образующей стержня. Допускается односторонний просвет на торце до 0,05 мм по лекальному плоскому угольнику 160 ? 160 мм.
Биение торца стержня относительно цилиндрической поверхности стержня допускается не более 0,05 мм на крайних точках.
Восстановление поверхности стержня клапана
Восстановление поверхности стержня клапана производят шлифованием поверхности стержня на бесцентрово-шлифовальном станке 3184 до ремонтного размера при наличии направляющей втулки клапана ремонтного размера.
Для стержня впускного клапана ремонтный размер диаметра составляет 10,8-0,030 -0,055мм, для выпускного 10,8-0,060 -0,085 мм.
Если направляющих втулок ремонтного размера нет, поверхность стержня клапана восстанавливают хромированием или железнением.
Хромировать поверхность стержня клапана целесообразно до диаметра 11,1 мм в ванне с электролитом следующего состава:
Электролитическое осталивание рекомендуется производить до диаметра 11,15 мм в ванне с электролитом следующего состава:
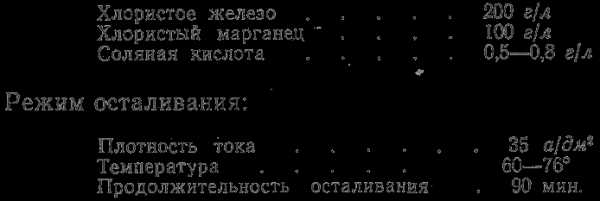
Примечание. При осталивании плотность тока увеличивают до номинальной в течении 10 минут. Поверхность деталей должна быть гладкой, серовато-матового оттенка с ясно выраженной сеткой трещин, без вздутий и признаков отслоений.
После электролитического наращивания поверхности стержня поверхность шлифуют до нормального размера (см. рис. 61, 62). Отклонение поверхности стержня от прямолинейности после шлифования должно быть не более 0,015 мм на длине 100 мм.
Восстановление прямолинейности стержня
Восстановление прямолинейности стержня в случае его изгиба рихтовкой не дает положительных результатов. Небольшой изгиб стержня устраняют шлифованием под ремонтный размер или под электролитическое наращивание. Если изгиб стержня клапана устранить указанным методом невозможно, клапан выбраковывают.
Восстановление выточек под сухарики
Восстановление выточек под сухарики производят зачисткой и полировкой изношенной поверхности.
В клапанах двигателя СМД-14 необходимо, чтобы кромки выточки были острыми. Поверхность выточки должна быть чистой, гладкой, без повреждений.
vdvizhke.ru
Впускные и выпускные клапаны — Энциклопедия по машиностроению XXL
В четвертом такте впускной и выпускной клапаны закрыты и при движении поршня слева направо от точки Е к точке А имеющийся в цилиндре воздух сжимается. В результате сжатия его температура сильно увеличивается, благодаря чему опять поданная в начале первого такта нефть воспламеняется. [c.328]Во время рабочего хода (рис. 34-2, в) впускной и выпускной клапаны закрыты, поршень движется от в.м.т. к н.м.т., сжатая горючая смесь зажигается электрической искрой, когда поршень несколько не доходит до в.м.т., при этом смесь почти полностью сгорает, когда поршень лишь не на много проходит через в.м.т. При горении смеси внутри цилиндра выделяется тепло, вследствие чего температура и давление газов сильно возрастают и поршень под действием давления перемещается к н.м.т., вращая через шатун коленчатый вал и совершая при этом механическую работу. При горении смеси давление газов достигает 3,0—3,5 Мн/м , а температура доходит до 2500° С [c.416]
Впускной и выпускной клапаны [c.9]
Отводящие конвейеры для клапанов, толкателей, поршневых пальцев, втулок клапана, специальных болтов. В зависимости от конфигурации детали и расположения ее центра тяжести определяется конструкция транспортирующего органа. Впускные и выпускные клапаны 1 автомобильных и тракторных двигателей транспортируются в вертикальном положении на двух втулочно-роликовых цепях 3 (рис. 38, б), расположенных на направляющих 2. Поршневые пальцы, втулки, клапаны, толкатели транс- [c.353]
Для точных сопряжений с увеличенным гарантированным зазором для подшипников скольжения при значительной частоте вращения двухопорных и многоопорных валов для валов в длинных или далеко расставленных подшипниках для сопряжений, требующих значительного зазора при установках, регулировке и переключении для передвижных зубчатых колес при большой длине сопряжения и т. п. в подшипниках центробежных насосов вал ротора в подшипниках, больших синхронных электромашин, приводной вал в подшипниках круглошлифовальных станков коренные и распределительные валы в подшипниках двигателей внутреннего сгорания впускные и выпускные клапаны в направляющих двигателей внутреннего сгорания, блоки зубчатых колес заднего хода грузовых автомобилей и др. [c.103]
ВПУСКНЫЕ И ВЫПУСКНЫЕ КЛАПАНЫ КОНСТРУКЦИЯ И МАТЕРИАЛЫ [c.73]
Впускные и выпускные клапаны обычно располагаются в рабочей крышке вертикально. Такое расположение обеспечивает наименьший износ направляющей втулки шпинделя. Клапаны открываются внутрь цилиндра, чем достигается плотное прилегание клапана к седлу при высоких давлениях. При малых давлениях и разрежении в цилиндре прилегание клапана обеспечивается пружиной. [c.73]
Клапанную коробку следует изготовлять отдельно и крепить к мультипликатору (фиг.82 Клапанная коробка, встроенная в нижнюю крышку мультипликатора, неудобна в экспло-атации. В коробке впускной и выпускной клапаны помещают или на одной оси (фиг. 83), [c.471]
Для выпускных клапанов желательна более низкая скорость движения жидкости (в 2—3 раза меньше), хотя весьма часто, особенно при малых сечениях клапанов, впускные и выпускные клапаны ставят одного диаметра для сокращения габаритов и удобства экспло-атации распределителя. [c.473]
Посадка многоопорных валов в подшипниках при значительных скоростях вращения, распределительных валов в подшипниках дизелей, валов в подшипниках центробежных насосов впускные и выпускные клапаны автомобильных и других двигателей [c.379]
Поршневые детандеры имеют, как правило, впускные и выпускные клапаны. Сжатый газ проходит впускной клапан, расширяется с отдачей внешней работы на поршень детандера и с низкой температурой покидает детандер через выпускной клапан. Клапаны детандера открываются принудительно от привода. Привод бывает внешним и внутренним [8, 10]. Детандер с внешним приводом клапанов показан на рис. 3.59. Впускной клапан 5 открывается приводом 10 и полость цилиндра 1 заполняется сжатым газом. Процесс наполнения изображается на индикаторной диаграмме детандера линией 1-2 (рис. 3.60). Затем впускной [c.297]
Наиболее распространенная конструкция распределения рассматриваемого типа, предусматривающая воздействие его на впускные и выпускные клапаны ц. в. д., показана на рис. 35—II. [c.166]
В парораспределении по фиг. 30 впускной и выпускной клапаны имеют самостоятельные эксцентрики. При таком типе парораспределения регулятор воздействует на впускной клапан через его эксцентрик. Под действием регулятора изменяется угол заклинивания эксцентрика, что вызывает перемещения точки в, а следовательно, и изменение величины продолжительности подъёма клапана. [c.231]
Впускной и выпускной клапаны должны быть проверены на герметичность, Утечка воздуха допустима, если при испытании появится не более одного мыльного пузырька диаметром 25 мм за 3 сек. [c.657]
В четырехтактных двигателях рабочий процесс происходит за четыре хода поршня или два оборота коленчатого вала, т. е. за это время дЬл ны ш сл довательно открыться впускные и выпускные клапаны каждого цилиндра, а это возможно, если число оборотов распределительного вала будет в 2 раза меньше числа оборотов коленчатого вала. В четырехтактных двигателях диаметр шестерни, установленной на распределительном валу, делают в 2 раза большим, чем диаметр шестерни коленчатого вала. [c.33]
В головке насоса расположены впускные и выпускные клапаны. Клапаны имеют направляюш,ий стержень, резиновую шайбу и пружину. Сверху впускных клапанов расположен сетчатый фильтр. [c.110]
Сильхром 1 0,5 = 3,3 s 0,40 8,6 — — Впускные и выпускные клапаны автомобильных и мотоциклетных двигателей, работающих при средних условиях напряженности [c.79]
Более простая конструкция, особенно при щелевой продувке и кривошипно-камерном продувочном насосе, когда отсутствуют впускные и выпускные клапаны и приводы к ним. [c.292]
В качестве примера конструкции на фиг. 140 показан поперечный разрез стационарного бескомпрессорного двигателя марки 6Ч 42,5/60 (шестицилиндровый, четырехтактный, диаметр цилиндров 42,5 см, ход поршня 60 см) мощностью 750 л. с. при 250 об/ми завода Двигатель революции . Остов двигателя состоит из чугунной фундаментной рамы /. На раме установлены стойки 3, на которые опирается литой блок цилиндров 7. Коленчатый вал 2 через шатун 4 приводит в движение чугунные поршни, перемещающиеся в чугунных цилиндровых втулках 6, вставленных в блок. Пространства между блоками и втулками представляют собой водяные рубашки. Цилиндры закрыты отдельными крышками 9, которые крепятся к блоку шпильками. Пространство между крышкой и вогнутым днищем поршня образует камеру сжатия. В крышках расположены впускной и выпускной клапаны (на фигуре не показаны), предохранительные клапаны 11 для предохранения цилиндра от внезапного повышения давления, пусковые клапаны 12 для пуска двигателя в ход и форсунки 10. Для приведения в действие клапанов, а также отдельных топливных насосов 15, расположенных сбоку около каждого цилиндра двигателя, служит распределительный вал 17, [c.318]
В камерах сгорания располагаются свечи зажигания 6. В данной конструкции впускной и выпускной клапаны расположены сбоку, и кулачки распределительного вала через толкатели 7 воздействуют на клапаны. Отработавшие газы удаляются в выпускной коллектор 8. Не изображенный на фигуре карбюратор крепится к патрубку 9 впускного коллектора. Для циркуляции масла служит [c.321]
Впускные и выпускные клапаны обычно отличаются размерами головок и изготовляются из различных сталей. У впускных клапанов для лучшего наполнения цилиндров размеры головок больше, [c.42]
Шестицилиндровый дизель ЯМЗ-236 (рис. 6 и 7) имеет расположение цилиндров в.два ряда. В цилиндрах размещены поршни, связанные с коленчатым валом / шатунами 2. К механизму газораспределения относится распределительный вал /2, приводящий в работу впускной и выпускной клапаны каждого цилиндра. Вокруг цилиндров выполнены полости — рубашка охлаждения, заполняемая охлаждающей жидкостью. В смазочную систему входят насос 2, подающий масло в главную масляную магистраль, и фильтры очистки масла. В систему питания входят топливный [c.13]
Особенности различных конструкций механизмов газораспределения. Впускные и выпускные клапаны обычно отличаются размерами головок, их изготовляют из различных сталей. У впускных клапанов для лучшего наполнения цилиндров размеры головок больше, чем у выпускных. Выпускные клапаны, работающие в более напряженных температурных условиях, выполняют из жаропрочных сталей. [c.33]
Фаг. 2842. Распределительный механизм стирального автомата. Механизм с момента загрузки белья управляет поступлением холодной и горячей воды, мыла, соды и пр., открывая и закрывая впускные и выпускные клапаны в требуемые моменты времени. [c.909]
В каком положении находятся впускной и выпускной клапаны, если в цилиндре [c.12]
V. При совмещении метки а на шкиве (см. рис. 10) с установочным штифтом впускной и выпускной клапаны 1-го цилиндра могут находиться. .. положении. [c.20]
При опускании педали тормоза начинает поступать воздух из воздушного баллона автомобиля в воздухораспределитель. Поршень опускается вниз, а вместе с ним опускаются впускной и выпускной клапаны. [c.237]
Для заполнения радиатора жидкостью в верхнем бачке устроена заливная горловина с герметически закрывающейся пробкой, имеющей впускной и выпускной клапаны. В нижнем бачке расположен кран для слива воды. [c.21]
У автобусов ПАЗ-672 по условиям расположения радиатор имеет две пробки боковая закрывает заливную горловину, а в верхней устроены впускной и выпускной клапаны. [c.21]
В системе питания двигателя ЯМЗ-236 установлен подкачивающий насос поршневого типа (см. рис. 15, а). Основными его частями являются корпус 38, поршень 36 и его пружина 37, шток 35, роликовый толкатель 33 с пружиной 34, впускной и выпускной клапаны с пружинами. [c.68]
В головке цилиндра размещают впускные и выпускные клапаны с соответствующими каналами, форсунками, полости с циркулирующей в них охлаждающей жидкостью, детали крепления, а также в случае необходимости дополнительные камеры. [c.110]
Боковые клапаны размещаются обычно в один ряд (рис. 148). Привод в действие их осуществляется при помощи толкателей от общего распределительного вала. Впускные и выпускные клапаны располагаются или попарно, или чередуются между собой. При попарном расположении каналы впускных клапанов можно объединять, за счет чего упрощаются трубопроводы и уменьшается число каналов в блоке. Каналы выпускных клапанов не объединяются, что обеспечивает лучшее охлаждение этих клапанов. [c.231]
В некоторых двигателях впускные и выпускные клапаны открываются одновременно (СМД-14 и др.). [c.394]
Клапаны 4 служат для открытия и закрытия впускных и выпускных отверстий и соответственно называются впускными и выпускными. Клапаны подвергаются действию высоких температур, поэтому они изготовляются из жаропрочной стали, а для большей прочности подвергаются закалке и отпуску. [c.35]
Заливная горловина радиатора закрывается герметичной пробкой. Пробка имеет впускной и выпускной клапаны, соединяющие систему охлаждения с атмосферой. Клапаны служат для защиты от повреждения радиатора вследствие повышения давления при кипении охлаждающей жидкости или при наличии разрежения вследствие конденсации паров жидкости. Выпускной клапан позволяет повысить точку кипения воды в радиаторе до 116—119°С, что дает возможность двигателю работать на повышенном тепловом режиме и уменьшает выкипание охлаждающей жидкости. Радиатор установлен на раму на резиновых подушках. [c.65]
Для транспортирования предохранительные, впускные и выпускные клапаны укладывают в деревянные решетчатые ящики с перегородкой для каждого из них. В ящик укладывают предохранительные клапаны только одного типа, т. е. изготовленные по одному чертежу. Вес ящика (брутто) не должен превышать 80 кг. [c.223]
Как транспортируют предохранительные, впускные и выпускные клапаны [c.224]
Во время такта сжатия (рис. 34-2, б впускной и выпускной клапаны закрыты, поршень движется от н.м.т. к в.м.т.) горючая смесь сжимается и по мере уменьшения ее объема давление и температура в цилиндре повышаются. Частицы топлива и воздуха при сжатии приходят в тесное соприкосновение и происходит подготовка топлива к сгоранию. Давление конца сжатия находится в пределах 500—700 кн1м , температура достигает 250—300° С. [c.416]
Опережение открытия (опережение впуска) и запаздывание закрытия (запаздывание впуска) впускного клапана увеличивает продолжительность впуска, за счет чего повышается наполнение цилиндра свежей горючей смесью. Продолжительность выпуска на двигателях таким же образом увеличивается, что улучшает очистку цилиндра от остатков сгоревшего топлива. Следойательно, впускной и выпускной клапаны (окна) в течение определенного промежутка времени открыты одновременно. Этот период, выраженный [c.23]
Газораспределитеды ый механизм (см. рис. 4) с верхним расположением клапанов, которое обеспечивает лучшее наполнение и очистку цилиндров, допускает более высокую степень сжатия, уменьшает потери тепла и повышает экопомнчность двигателя. Привод клапанов осуществляется от расположенного внизу общего для двух рядов цилиндров распределительного вала 3, через толкатели 4 штанги 6 и коромысла й на впускные и выпускные клапаны с пружинами 9. [c.11]
В четырехтактном двигателе распределительный вал враш,а-етая в два раза медленнее, чем коленчатый вал. Такое соотношение скоростей вращения необходимо потому, что рабочий цикл в цилиндре происходит за два оборота коленчатого вала, а за это время впускной и выпускной клапаны должны открываться только по одному разу, т. е. распределительный вал должен повернуться лишь один раз. [c.33]
Полную токарную обработку клапана производят на шестишпиндельном токарном автомате фирмы 01Мете1з1ег (ФРГ). На нем одновременно обрабатывают впускной и выпускной клапаны. [c.230]
Интенсивность данного вида изнашивания зависит от физико-механических свойств материала детали, массы абразнвг1ых частиц, их скорости, абразивных свойств и проявляется в процессах упругопластического деформирования поверхностного слоя материала, в перенаклепе этого слоя с последующим хрупким разрушением и отслаиванием материала с поверхности детали в виде чешуек. Наличие влаги или агрессивной газовой среды значительно усиливает износ деталей. У тракторов гидроабразивному изнашиванию подвержены детали сопряжения плунжер — гильза топливных насосов и др., газоабразивному — впускные и выпускные клапаны двигателей. [c.17]
mash-xxl.info
Усовершенствование впускных клапанов
Тюнинг клапанов
Впускные клапана.
Массовое наполнение цилиндров топливовоздушной смесью напрямую зависит от величин проходного сечения открываемого клапаном и продолжительности его открытия, а также аэродинамического сопротивления открываемой щщели образуемой между клапаном и седлом. Площадь впускного отверстия равна площади конической поверхности расположенной между тарелкой клапана и его седлом. Эта площадь пропорциональна диаметру опорной поверхности клапана, высоте подъема клапана и зависит от угла подъема клапана. Большинство клапанов выполняется с углом фаски в 45 градусов. Для форсированных двигателей угол фаски может быть безопасно уменьшен до 30 градусов. При меньшем угле площадь проходного отверстия еще больше увеличивается, но жесткость клапана значительно снизится, что приведет к вредным колебаниям клапанов в процессе работы двигателя и нарушению процесса впуска. 
Увеличение диаметра тарелки клапана — Эта операция требует высококвалифицированного подхода хотя роль ее в прибавке мощности велика, но сильно преувеличена. Максимальное увеличение диаметра тарелки клапана ограничивается расположением его в камере сгорания. Увеличивать клапана до предела не имеет смысла, так как при сильном увеличении открытый клапан с одной стороны находиться очень близка к стенке цилиндра, что приводит к замедлению входящего топливовоздушного потока. Максимальные диаметры тарелок клапанов имеют двигатели с полусферическими камерами сгорания, ввиду расположения клапанов в разных плоскостях под немалым углом. В связи с тем, что клапаны располагаются под углом к стенкам цилиндра возможно максимально увеличение тарелок клапанов лишь бы поместились в камере сгорания.
Механическая обработка впускных клапанов. Общие рекомендации.
Обработка внутренней части тарелки. Съем металла с внутренней части тарелки (часть находящаяся внутри головки блока) позволяет увеличить проходное сечение при открытии клапана, увеличив тем самым наполнение двигателя топливовоздушной смесью. При этом вес клапана уменьшается, что полезно если вы увеличиваете рабочие обороты двигателя. Не увлекайтесь съемом металла в части находящейся около ножки клапана, это позволит значительно снизить вес клапана но также значительно увеличит сопротивление что скажется на наполнении цилиндров. 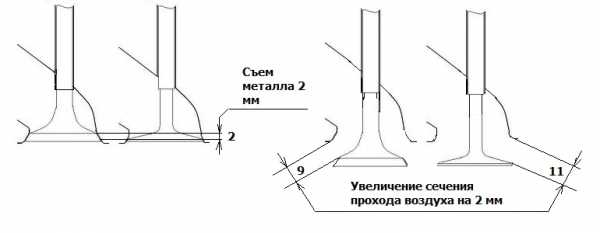
Уменьшение аэродинамического сопротивления щели клапан-седло. Если помимо одной рабочей фаски клапана в 45 градусов изготовить с двух сторон еще по одной дополнительной фаске в 30 и 60 градусов то клапан приобретет более совершенную форму с точки зрения аэродинамики движения газов и наполнение цилиндров улучшиться что непременно приведет к увеличению мощности двигателя. Рабочая фаска создает уплотнение и частично отводит тепло в момент прижатия к седлу. Достаточная ширина для впускных клапанов, чтоб справляться с этими функциями находится в пределах 0.7 — 1.1 мм больше безопаснее.
Уменьшение диаметра ножки клапана. Ножка клапана находится в центре движения потока топливовоздушной смеси и оказывает на это движение значительное сопротивление. При уменьшении диаметра ножки даже на небольшую величину может оказать благоприятное воздействие на наполнение цилиндров. для клапанов с диаметром ножки 8 мм и более вполне возможно уменьшить толщину ножки на 1 мм без потери надежности и стабильности работы клапана. Нельзя снимать металл в месте движения клапана по направляющей втулке. 
Уменьшение веса впускного клапана. Дополнительно к вышеописанным процедурам понизить вес впускного клапана поможет съем метала с центра тарелки со стороны камеры сгорания.
Полировка. Полировка не отнимет много времени но добавит ряд полезных свойств вашим клапанам. Во первых на полированной поверхности меньше образуется нагар. Во вторых полированная поверхность имеет меньшую площадь поверхности (с точки зрения физики а не геометрии) и в связи с этим меньше нагревается клапан. Ну и в третьих полированная поверхность имеет меньшее аэродинамическое сопротивление, что положительно сказывается на наполнении цилиндров. Все эти плюсы мало выражены но они есть.

на главную 0-100 км/ч 0-100
Читать другие тюнинг статьи
Тюнинг подкапотного пространства
zero-100.ru