Чем варить оцинковку: Ошибка 404 — Запрашиваемая страница на сайте отсутствует.
Электроды для сварки оцинкованных труб
Цинкование является одним из наиболее эффективных способов, защиты стали от коррозии. Широко применяется при изготовлении строительных конструкций, труб, гидротехнических сооружений. Существует несколько способов нанесения цинка на металл- это гальванический метод, горячее цинкование и напыление. Толщина напиленного слоя цинка вольируется от 3 до 150 мкм.
Так как температура кипения цинка составляет 906 С, он имеет свойство интенсивно испариться во время выполнения сварочных работ. Испаряясь, цинк, выделяет вредные пары, которые в свою очередь могут вызвать приступ удушья. При интенсивном испарение в момент сварки цинк попадает в сварочную ванну и из-за этого образуются в сварном шве поры и кристаллизационные трещины. В связи с этим нужно счищать слой цинка с места проведения сварных работ. В некоторых случаях нет возможности для удаления слоя цинка, и тогда приходится применять методы позволяющие получить качественный сварной шов. При выборе способа ручной дуговой сварке большую роль играет правильный выбор электрода. Для выполнения сварки на углеродистых сталях больше всего подходят электроды с рутиловым покрытием, а для выполнения сварных работ на низколегированных сталях нужно отдать предпочтение электродам, имеющим основное покрытие.
Для предотвращения возникновения пор в сварных стыковых и угловых швах оцинкованных труб, нужно увеличить ток и сократить скорость сварки. Цинк не оказывает большого влияния на качество швов только при условии эксплуатации труб при положительной температуре. Для соединения оцинкованных труб без повреждения цинкового слоя производиться, используя метод пайки. Получаемый шов обладает очень высокими характеристиками, время и стоимость монтажа значительно уменьшаются, шов обладает высокой герметичностью и антикоррозийной стойкостью. Для получения швов таким методом нужно пользоваться электродами и припоем покрытых флюсом.
Обычные оцинкованные трубы для воды прекрасно свариваются при помощи обычного электрода.
|
Известно, что оцинковка – это самый лучший способ для того, чтобы улучшить защиту изделия от коррозии. Этот метод на сегодняшний день является наиболее распространенным, чтобы защитить практически любое металлическое изделие. Сюда можно отнести все, что угодно:
Этот метод также имеет одно очень важное в работе преимущество, о котором просто нельзя не сказать – это простота в обработке. Данный технологический процесс- сравнительно прост по сравнению с другими, поэтому ему часто отдается предпочтение: качество и простота – что может быть выгоднее и удобнее?
Естественно, что для того, чтобы зацинковать сталь, понадобятся специальные приспособления и следования отдельным технологиям. Вариантов для того, чтобы зацинковать металл на данный момент существует три. Все очень просто: нанести цинк можно методом напыления, при помощи электрохимических приспособлений, а также, если опустить металл в ванну, которая будет полностью заполнена цинком – таким образом, обмокнуть металл полностью в цинк. Что важно помнить и знать? Для того, чтобы достигнуть неимоверного желаемого результата, нужно помнить и учитывать толщину наносимого цинка – это также один из главных параметров при работе в оцинкованием металлов. Именно от того, какой слой цинка будет на поверхности изделия, и будет зависеть то, насколько это изделие будет защищено от коррозийных воздействий, а также механических повреждений.
Помните также о том, что оцинкованное изделие считается качественным. Если вы изготавливаете какие- либо конструкции на продажу, то сертификация цинка обязательно послужит вам верой и правдой. Для того, чтобы сварить оцинковку также применяются несколько способов. Наиболее распространенным и удобным методом считается дуговая сварка. Он заключается в том, что цинк сначала нужно до определенной температуры разогреть, а в результате сплавить. Но, тут тоже не все так просто — нужно помнить, что этот вариант будет иметь и свои особенности, о которых скажут технические характеристики самого цинка. Температура для сварки цинка должна быть обязательно очень высокой, потому что цинк сам по себе значительно ухудшает качество шва. А, для прочности шва и для того, чтобы металл был качественно и прочно проплавлен, нужно использовать высокую температуру. Кроме того, запомните и такой момент, что для прочности нужно использовать чистоту. Если поверхность качественно зачистить от малейшей пыли, то качество шва станет значительно лучше. Зачистите и место шва для того, чтобы в расплавленный металл не попал цинк – это также повлияет на качество накладываемого шва. Следуйте всем рекомендациям и у вас все получится! Успешной работы!
|

Сварка оцинкованной стали: подготовка, технология, советы
Цинковое покрытие толщиной от 2 до 150 мкм наносится на стальной металлопрокат в целях защиты от коррозионного окисления. При таком покрытии на поверхности металла образуется пленка из оксида цинка, которая защищает сталь от внешней среды. Кристаллическая структура этой пленки очень плотная, содержащая минимальное количество пор, благодаря чему и обеспечивается надежная защита металла.
Следует отличать оцинкованную сталь от «нержавейки». Цинковое покрытие защищает лишь верхний слой стали, оно недорогое и поэтому оцинкованная сталь дороже обычной в среднем на 10-20%.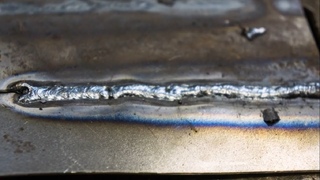 Нержавейка же является сталью с большим содержанием легирующих элементов, которые препятствуют коррозии по всей толщине, а стоимость такой стали в 5-10 раз выше, чем аналогичный по габаритам черный прокат.
Нержавейка же является сталью с большим содержанием легирующих элементов, которые препятствуют коррозии по всей толщине, а стоимость такой стали в 5-10 раз выше, чем аналогичный по габаритам черный прокат.
Поскольку оцинкованный металл в своем сечении практически целиком состоит из обычной стали, технологический процесс сварки оцинковки отличается только отдельными особенностями.
Сварка кровельных конструкций профнастила регламентируется ведомственными нормами ВСН 349-87. Сварка оцинкованного металла производится по ГОСТ 5264-80 и 11534-75, которые устанавливают требования к геометрическим параметрам соединений. Отдельных стандартов для сварки деталей из оцинковки нет, но ведомства и предприятия могут разрабатывать собственные нормативные требования и технические условия для выполнения таких работ.
Подготовка
Сварка оцинкованной стали – это работа, доступная даже сварщикам-любителям. Перед проведением работы рекомендуется потренироваться на каких-либо похожих обрезках, чтобы «набить руку» и отрегулировать настройки аппарата.
Сварщик должен соблюдать ряд мер личной безопасности:
- работу нужно производить в обычной защитной маске и респираторе, либо в маске с вентиляционным устройством;
- перчатки с теплоизоляционным покрытием должны иметь резиновое покрытие.
Сварка оцинковки производится любым из основных способов соединения:
- Ручная сварка – для стали толщиной от 1,5 мм.
- Сварка полуавтоматическим аппаратом – применяется для металла более 0,6 мм толщиной.
- Контактная точечная сварка – предназначена в первую очередь для соединения жести толщиной до 0,45 мм.
- Газовая сварка ацетилен-кислородной смесью – подходит для стали любой толщины.
Независимо от выбранного метода сварки, необходимо принимать во внимание ряд условий:
- Температура плавления цинка (420°C) ниже температуры плавления стали (1100-1200°C), уже при температуре в 906°C происходит его испарение.
 Пары цинка в воздухе загрязняют атмосферу и оказывают вредное влияние на здоровье сварщика.
Пары цинка в воздухе загрязняют атмосферу и оказывают вредное влияние на здоровье сварщика. - Расплав цинка вспенивается и попадает в структуру стали, нарушая заданные параметры металла, а цинк, затекающий в сварной шов приводит к потере его качества.
- Шов выполняется «наплывом», электрод либо горелка подводится многократно, короткими касаниями.
- Не следует варить большие участки одним швом, следует контролировать качество сварочного шва.
- Перед свариванием цинк должен выгореть полностью, чтобы избежать вспенивания шва.
- При толщине стали более 4 мм, в сварном соединении делается фаска на 1/3 толщины листа.
- От выгорания цинка на металл можно положить асбестовую ткань, либо просто мокрую ткань.
Удаление покрытия
Первая технологическая операция при сварочных работах по оцинковке – это удаление цинкового покрытия.
Самый быстрый способ очистки металла – нагрев детали газовой горелкой. Однако, такой способ не безопасен, так как цинк выделяется в виде ядовитых паров.
При небольших объемах сварки в условиях мастерской снятие цинкового покрытия производится механическим способом – наждачной бумагой, напильником, зачистным кругом на УШМ. Можно применять очистку нагревом либо кислотой, но эти способы приводят к образованию вредных испарений.
При больших объемах сварочных работ возможно травление оцинковки с помощью кислоты. Но работа с кислотой требует повышенных мер по пожарной безопасности.
При сварке оцинкованных труб как с внешней, так и с внутренней стороны соединения производится удаление цинкового покрытия, а затем с помощью кислоты или щелочного раствора производится обезжиривание поверхности.
Применение инвертора
Аппаратом для электродуговой ручной сварки целесообразно варить сталь толщиной не менее 1,5 мм. Более тонкий металл легко прожигается и требует определенной сноровки при работе и чувствительной регулировки аппарата. Сварка производится при обратной полярности тока, при котором на деталь крепится клемма «минус», а на держатель – «плюс».
Скорость проварки шва должна быть меньше, чем при сваривании стали такой же толщины. Это снижение должно составлять не менее 10% и не более 20%. Отличается сила тока:
- Если сварка производится обычными электродами ОЗС-4, УОНИ-13/45 и 13/55, МР-3, то сила тока должна быть меньше на 5-10А, чем для неоцинкованной стали.
- Если сварка выполняется электродами для оцинковки ЦУ-5, ЦЛ-20, ЦЛ-39 и другие, то сила тока устанавливается на 10-50А больше, при этом зазор между свариваемыми элементами должен быть больше, чем при соединении неоцинкованной стали такой же толщины.
Электрод наклоняется к заготовке не более, чем на 45°, иначе может произойти прожигание металла. Инвертор требует аккуратной настройки силы тока и стабильного напряжения, поскольку при малом токе шов будет не проварен, а слишком высокая сила тока также приведет к сквозному прогоранию соединения и испарению цинка на большой площади поверхности. При перепадах электричества возможно прилипание электрода к металлу и нарушение целостности шва.
Выбор марки электрода должен производиться с учетом требований к шовному соединению:
- Электроды с рутиловым покрытием обеспечивают более прочное соединение, но шов будет требовать дополнительной антикоррозионной обработки.
- Электроды с содержанием сильноосновных флюсов качественно герметизируют шов, обеспечивая ему надежную защиту от коррозии, но прочность шва будет снижена на 15-25%.
Примерный режим применения электродов представлен в таблице.
Наибольшая сложность при ручной сварке – это правильное регулирование силы тока и времени контакта электрода с поверхностью.
Использование полуавтомата
На многих полуавтоматах существует режим сварки «Synergic», при котором в настройках можно выбрать определенный тип работы (пресет), наиболее оптимально подходящий для нужного вида металла. Если такой режим отсутствует, потребуется дополнительное время на отстройку аппарата и, возможно, эксперимент со сваркой какой-либо обрези.
Сварка на полуавтоматах может производиться либо с применением присадок, подающихся по рукаву, либо в качестве защитной среды может использоваться аргон.
Проволока подбирается в зависимости от толщины деталей.
Если напряжение в сети меньше 220В, диаметр проволоки уменьшается на 0,2 мм от рекомендуемой.
Горелка наклоняется под углом 70-75º к поверхности соединения при выполнении переплавляющего шва и 20-30º при выполнении заполняющего. При этом припой (присадка) должен располагаться перед пламенем, чтобы оно не выжигало покрытие металла.
Применение присадочных материалов, изготовленных на основе меди, позволяет создать среду защитного газа в районе сварки. Такая технология имеет ряд преимуществ:
- сварочный шов и поверхность металла вокруг него защищены от коррозии;
- минимальное разбрызгивание расплава;
- флюс потребляет значительное количество выделяемого тепла, предотвращая таким образом нагрев большой площади металла;
- впоследствии шов легко поддается обработке.
Температура плавления медных присадок ниже, чем у стали, поэтому такой вид сварки является скорее пайкой металла, но с обеспечением прочного соединения. Отметим, что этот способ позволяет избежать повреждений цинкового слоя.
В зависимости от содержания этих добавок, присадки задают нужные качества сварному шву:
- Присадка кремниевая CuSi3 позволяет легко обрабатывать шов, но снижает его прочностные качества, так как кремний обладает высокой текучестью.
- Присадка с алюминием CuAl8 применяется для оцинкованных сталей с большим содержанием этого легирующего элемента.
- Кремний-марганцевая добавка CuSi2Mn предназначена для создания швов с повышенной прочностью.
Во время сварки трубопроводов с питьевой водой применяются флюсы марки HLS-B, безопасные для здоровья и быстро растворяющиеся в воде. При нагреве флюс сначала становится белым, а затем прозрачным, что свидетельствует о готовности к началу процесса пайки.
Металлы толщиной до 4 мм могут спаиваться за один проход, но для больших толщин требуется сварка в несколько проходов. После выполнения сварки производится удаление остатков припоя с помощью щетки и воды. Внутри труба заполняется водой на сутки, после чего промывается.
Контактная сварка
Точечная сварка может проводиться на металле любой толщины, но лучше всего ее проводить на жести, поскольку очень тонкую оцинковку трудно соединить другими способами. Для сварки оцинкованных сталей на аппаратах контактной сварки применяются электроды марок БрХ и БРХЦр, изготовленные на основе бронзы.
Аппараты для точечной сварки могут работать на постоянном или переменном токе, а специализированное оборудование для сварки жести и оцинковки, помимо этого, обладают тремя дополнительными режимами подачи импульса:
- предварительный нагрев зоны соединения;
- процесс сварки;
- завершающая термическая обработка.
Прочность сварного шва при таком способе соединений выше, чем у самих соединяемых элементов, поэтому данный тип сварки распространен при соединении элементов автомобильных кузовов.
Следует также заметить, что контактная сварка обеспечивает равномерное проваривание шва по всей его длине, что затруднительно обеспечить при ручной сварке. Поэтому контактный аппарат целесообразно устанавливать в мастерских, которые регулярно в больших объемах сваривают изделия из оцинковки.
При проведении точечной сварки листов толщиной свыше 1,5 мм рекомендуется проведение проковки. Проковка – это ударное воздействие на шов в процессе остывания, которое производится молотком либо кувалдой.
Существенным минусом точечной сварки является большой расход электроэнергии на сварочных аппаратах.
Завершение работы
После проведения сварочной работы требуется осуществить вентиляцию помещения, и произвести уборку цинковой стружки.
Следует учитывать, что очищенные участки будут подвергаться коррозии и вызывать снижение качества всей конструкции. Поэтому после завершения работы с них необходимо удалить окалину, обработать шов шлифованием и нанести защитное покрытие.
Поэтому после завершения работы с них необходимо удалить окалину, обработать шов шлифованием и нанести защитное покрытие.
Поверхность в районе сварного шва должна покрываться краской либо антикоррозионным покрытием. Хорошим вариантом может служить краска, содержащая 94% цинковой пыли. Возможен вариант наплавления цинковой проволоки, либо прутков, изготовленных из цинково-кадмиевого сплава.
Как провести сварку оцинковки?
Сварка оцинковки – ответственный процесс, который характеризуется низкой рабочей температурой при расплавлении присадочных материалов. Сложность работ обусловлена свойствами цинка: его температура плавления всего 420 °C. Небрежное отношение к технологии сварочных работ может привести к выгоранию защитного слоя цинка, что влечет за собой дефекты соединения: трещины или поры шва.
Блок: 1/5 | Кол-во символов: 381
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html
Особенности сварки оцинковки
Легкоплавкость защитного слоя делает сварку оцинкованной стали непростой задачей. Подбор оптимального режима сварки не сможет ее решить. Выход из ситуации – ручная дуговая сварка инвертором с применением специальных электродов с защитным покрытием. Альтернатива – применение присадочной проволоки и полуавтомата для работы в среде защитного газа.
Важно! Пары цинка – опасное вещество. Категорически не рекомендуем производить сварку оцинковки в непроветриваемых помещениях. Не следует забывать про средства индивидуальной защиты – использование респиратора обязательно!
Присадочный материал имеет медно-кремниевую или алюминиево-бронзовую рабочую составляющую, которая положительно влияет на качество сварки. Особенности данного процесса следующие:
- Обработка шва. Полученное соединение легко поддается механической обработке.
- Качество соединения. Шов имеет катодную защиту и не подвержен воздействию коррозии.
- Стабильность процесса.
 Он характеризуется практически полным отсутствием брызг и малой степенью выгорания.
Он характеризуется практически полным отсутствием брызг и малой степенью выгорания.
Сварка отверстий в оцинковке имеет свои особенности. Заделка отверстий предполагает их предварительную очистку от загрязнений, следов коррозии или нефтепродуктов. При значительном диаметре окна используют специальные конусные вставки, которые точечным методом фиксируются по периметру. При толщине металла более 2 мм применяются перегородки или пробки из низкоуглеродистого металла. Незначительные проколы предварительно рассверливают до размера 18–20 мм. Внутренняя поверхность отверстия должна быть гладкой, без следов резьбы или каких-либо загрязнений.
Блок: 2/5 | Кол-во символов: 1594
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html
Нюансы проведения
Имеется несколько технологий покрытия цинком металлических изделий, с разной толщиной защитного слоя. При сварке стали с оцинкованной плёнкой, например, листового материала, происходит резкое нагревание до температуры выше 1 тыс. градусов, а это провоцирует такие последствия:
- цинк расплавляется и начинает испаряться;
- пары проникают в металл детали и нарушают её структуру;
- испарения влияют на качество шва.
Пары цинка, содержащиеся в воздухе, имеют высокую токсичность, что особо опасно для окружающих, поэтому нужна мощная вентиляция не только около места проведения работ, но и всего помещения.
Блок: 2/7 | Кол-во символов: 618
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Удаление покрытия
Существует несколько способов сварки оцинковки. Выбор зависит от качества металла, толщины покрытия на нем, перспективы применения конструкции.
Проще всего снять поверхностный слой оцинковки механически. Для этого подойдут любые жесткие абразивы. Оцинковка при очистке требует больших усилий.
Можно удалять слой термическим способом, но при нагревании, опять же, возможны вредные испарения..jpg) Существуют химические способы убрать покрытие в месте будущих швов.
Существуют химические способы убрать покрытие в месте будущих швов.
Опасения вызывают остатки незащищенных металлических участков рядом со швом. Оцинковка с такими оголенными участками в будущем может подвергаться коррозии, что вызовет порчу всей конструкции.
Блок: 3/7 | Кол-во символов: 669
Источник: https://svaring.com/welding/soedinenie/svarka-ocinkovki
Область применения
Эксплуатация оцинкованных изделий и конструкций редко происходит в идеальных условиях. Поэтому сварка их необходима во всех сферах, где такая технология применяется:
- нефтедобывающая и газодобывающая промышленность;
- нефтеперерабатывающая и газоперерабатывающая промышленность;
- автомобилестроение;
- строительство;
- энергетика;
- конструкции для автодорожной инфраструктуры;
- сельское хозяйство;
- металлические конструкции для зданий;
- опоры ЛЭП, рекламных баннеров и других модулей;
- судостроение;
- вагоностроение;
- крепежные и мелкие металлические детали любого назначения;
- машиностроение и другие сферы.
Если в технологических процессах предприятия предусмотрена сварка оцинкованных изделий, необходимо обеспечить эффективную вентиляцию на рабочем участке и хорошую вентиляционную систему на всей производственной площадке, где проводятся работы. В противном случае сотрудникам грозит удушье и серьезные формы отравления. Помимо вентиляции, рабочие должны быть одеты в специальную форму, а лицо защищено маской.
Блок: 3/5 | Кол-во символов: 1005
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Выбор электродов
Когда при монтаже оцинкованных металлоконструкций пользуются электродуговой сваркой, обычные электроды для стали не подойдут. Чем варится оцинковка? Нужны расходные материалы (электроды или проволока для полуавтоматов) с рутиловым покрытием. Для низкоуглеродистых сплавов приобретают электроды типов:
Для низкоуглеродистых сплавов приобретают электроды типов:
- АНО-4, рассчитаны на сварку оцинковки при постоянном и переменном токе;
- МР-3, требуют напряжения холостого хода не менее 50 В;
- ОЗС-4, аналоги сварочной проволоки СВ08А, СВ08. Марки с высоким содержанием флюсов: УОНИ-13/45, УОНИ-13/55, ДСК-50. Они применяются для любых видов оцинковки, в том числе для сварки высокоуглеродистых сплавов, когда нужно высокое качество шва. Содержит карбонаты и фтористые соединения. Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.
Электроды МР-3, требуют напряжения холостого хода не менее 50 В
Блок: 3/7 | Кол-во символов: 897
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku
Способы сварки оцинкованного металла
Для сварки оцинкованной стали используют сварку следующими способами:
- полуавтоматическим;
- инверторным;
- газовой горелкой.
Сварка полуавтоматом
Полуавтоматическая сварка выполняется в защитной аргоновой среде или в углекислом газе. Диаметр проволоки выбирается в зависимости от толщины свариваемых оцинкованных конструкций.
Сварка оцинковки с применением полуавтомата имеет следующие особенности:
- тонколистовой металл следует варить точечно, в таком случае вероятность сквозного прожога будет минимальной;
- получить качественный сварной шов при напряжении менее 220В можно только с применением проволоки, диаметр которой составляет меньше требуемого на 0,2 мм;
- для соединения деталей в среде без защитной газовой атмосферы нужно использовать присадки;
- к заготовке цепляется положительный контакт, а к присадке — отрицательный.
Преимущества варки полуавтоматом:
- выполнение работ в присутствии или отсутствии защитной газовой атмосферы;
- высокое качество сварного шва: ровный, равномерный, однородный;
- выдержка широкого диапазона токовых параметров.

Недостатки:
- при наличии воздушных потоков от ветра или вентиляционной системы запрещено пользоваться данным методом;
- нужно использование габаритных баллонов с газом;
- требуются жёсткие шланги для подачи газа к месту проведения работ от баллонов.
Сварка оцинкованной заготовки
Сварка инвертором
Инверторная сварка применяется при соединении деталей толщиной менее 2 мм. Подключение выполняется следующим образом:
- к минусу подсоединяется свариваемая конструкция;
- к плюсу — электрод.
Оцинкованный металл сваривается на токе обратной полярности. При правильном подключении разогрев электрода происходит за несколько секунд, дуга зажигается быстро, горит стабильно.
Особенности данного метода следующие:
- при варке электродами малого диаметра сварка стыков проводится точно, равномерно;
- перемещение сварочной проволоки вдоль поверхности должно быть плавным с постоянной скоростью, резких рывков быть не должно, так как важно не повредить цинковое покрытие;
- наклон электрода над поверхностью заготовки не должен превышать 450, чтобы минимизировать вероятность прожига металла.
Блок: 4/5 | Кол-во символов: 2120
Источник: https://metalloy.ru/obrabotka/svarka/otsinkovki
Методы сварки оцинковки
Существует более 150 способов и видов сварки. Но в отношении оцинкованных изделий преимущественное большинство методов не применимо, поскольку они характеризуются чрезвычайно высокими для цинка температурами:
- при высоких температурах цинк испаряется, а его пары вызывают у человека тяжелые формы отравления;
- защитное покрытие возле сварного шва разрушается, что делат металл доступным для коррозии;
- частицы цинка попадают в основной металл, что обуславливает низкое качество соединения.
Наиболее распространенным методом соединения оцинкованных деталей, а иногда – единственным, является ручная дуговая сварка. Она выполняется при сравнительно низких температурах. В нем используется расплавленная проволока, что делает процесс похожим на пайку. Сварка выполняется в среде газа, чаще всего используется аргон. Так обеспечивается небольшое содержание паров цинка, сохранение защитного слоя и минимальные повреждения. Сварку оцинковки можно выполнять полуавтоматом.
Особенности сварки оцинковки обусловлены техническими параметрами цинка. Это металл ухудшает свойства соединения, выполненного посредством сварки. Температура должна быть достаточной, чтобы полностью проплавить металл, а шов получился прочным и надежным. В отдельных случаях перед тем, как варить оцинковку полуавтоматом, целесообразно освободить место шва от цинка с помощью щеток по металлу или абразивного инструмента. Это будет гарантией отсутствия в сварном шве цинка, и повышения качества соединения. Если цинковое покрытие имеет значительную толщину, то будет рациональным постепенное его выжигание газовым резаком. Только после этого можно переходить непосредственно к сварочным работам основного металла. Удалить цинк с поверхности можно химическим способом – кислотой. В этом случае, после удаления цинка, рабочую зону нужно нейтрализовать щелочь, тщательно промыть водой и полностью высушить.
Блок: 2/5 | Кол-во символов: 1885
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Применение полуавтомата
Хороший результат получается при сварке оцинковки полуавтоматом с правильно выбранными присадками. Практикой подтверждена эффективность присадок, содержащих медь в сочетании с кремнием, алюминием или марганцем. Это могут быть следующие вещества: CuSi3, CuAl8, CuSi2Mn. От соотношения компонентов зависит прочность соединения и легкость последующей механической обработки.
Соединение меди с кремнием, которое содержит оцинковка, способствует образованию не очень прочного, но легко обрабатываемого шва.
Неорганический композит из меди и алюминия, прежде всего, рекомендуют для продукции, содержащей алюминий в свариваемых конструкциях.
Трехкомпонентное вещество из меди, кремния и марганца обеспечивает шов с повышенной прочностью. Впоследствии для его обработки нужно прилагать значительные усилия.
Медь плавится при температуре более низкой, чем температура плавления стальных сплавов. Поэтому такая сварка оцинковки в значительно мере напоминает запаивание.
Провод, как присадка, должен подаваться в рабочую зону плавно и точно в наконечник, обеспечивающий контакт. Для подачи лучше применять привод с 4 роликами, а наконечник тщательно выбирать по размеру.
Если все сделано профессионально грамотно, то от корродирования защищен как базовый металл, так и шов при минимальных затратах изначальной энергии на сварку.
Рабочая зона очищается строго в обозначенных размерах. Не происходит разбрызгивания материалов при нагреве до температуры сварки. Оцинковка в этом случае сваривается прочно.
Для обеспечения стабильности процесса тщательно выбирают источник питания, режимы регулировки. Максимальное качество шва на оцинковке достигается при импульсном токе в инертной среде аргона. В качестве защитных газов могут быть применены также гелий, диоксид углерода или другие инертные газообразные вещества.
Блок: 5/7 | Кол-во символов: 1828
Источник: https://svaring.com/welding/soedinenie/svarka-ocinkovki
Как варить оцинковку
Для сварки оцинкованной стали необходимо выполнить следующее:
- подобрать подходящую по параметрам проволоку или электроды;
- собрать нужное оборудование;
- выполнить подготовительные работы, чтобы трубы или листы были надёжно соединены.

Оборудование
Заранее до проведения работ потребуется приготовить следующее оборудование:
- инвертор или полуавтомат, позволяющие работать на требуемом сварочном токе;
- горелка;
- баллоны с газом;
- держатель электродов или система подачи проволоки;
- рукав для подключения к баллону держателя.
Рекомендуется выбор сварочного аппарата с предустановленными режимами по току и напряжению, чтобы упростить подбор параметров. Особенно эта функция подходит для новичков, у которых недостаточно опыта в проведении подобного типа работ.
Подготовительные работы
На этапе подготовительных работ:
- при толщине заготовки более 3 мм делают скос под углом 800 на расстояние 1–1,5 мм на поверхности формирования шва;
- торцы чистят от пыли, грязи, зачищают заусенцы, обрабатывают кромки, обезжиривают специальными составами;
- укладывают ровно свариваемые элементы в том положении, в котором их необходимо соединить, при этом оставляют зазор 3 мм;
- на поверхности вдоль сварного шва наносят флюс равномерным слоем 2 мм на расстояние 20 мм.
Подготовка к сварке оцинковки электродом
Процесс сварки
Сваривание трубопровода:
- Включают горелку, прогревают свариваемые детали от соединяемых торцов на расстояние не менее 300 мм.
- Нагревают флюс до тех пор, пока он не станет прозрачным.
- Присадочную проволоку прижимают к поверхности металлических торцов, горелкой её расплавляют, полностью заполняют пустое пространство.
- Горелку направляют на проволоку, греют её до температуры плавления. Припой располагают перед пламенем. Предельные углы наклона следующие: горелки – 950, проволоки – 150-300.
Листы сваривают аналогичным образом, но только используют инверторы или полуавтоматы. Техника работ простая, но важно не допустить перегрева металла.
Завершающие работы
На завершающем этапе выполняются следующие работы:
- смывают флюс;
- зачищают шов;
- обрабатывают поверхность антикоррозионным составом.

Для безопасной работы требуется использование специальных защитных средств для органов дыхания либо обеспечить качественное проветривание помещений при помощи естественной или принудительной вентиляции.
Сварка труб электродом, оцинковка, водопровод
Блок: 5/5 | Кол-во символов: 2327
Источник: https://metalloy.ru/obrabotka/svarka/otsinkovki
Формат сварного шва для оцинкованных изделий
Оптимальным вариантом сварного соединения для оцинковки будет контактно-точечный метод. Такое воздействие на изделия характеризует минимальную тепловую нагрузку, защитное цинковое покрытие сохраняется, а в зоне сварки формируется защитное кольцо из цинка.
Блок: 5/5 | Кол-во символов: 299
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Правила проведения работ
Следует неукоснительно выполнять такие требования:
- Нельзя допускать испарения цинка.
- Провести предварительные работы по очистке места сварки — это касается только труб с толстыми стенками.
- Для ликвидации улетучивания цинка от перегрева, флюс наносится толстым слоем.
- Небольшой избыток поступления кислорода делают во время газосварки.
- Обязательный предварительный разогрев участка сварки.
- Проволока с припоем располагается таким образом, чтобы пламя горелки воздействовало на пруток, а не на свариваемый металл.
Излишки флюса удаляются сразу после окончания сварочного процесса.
Блок: 6/7 | Кол-во символов: 604
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Полезные советы
Специалисты рекомендуется обращать особое внимание на некоторые моменты:
- После зачистки соединения стальной щеткой требуется восстановление цинкового покрытия специальными защитными составами. Они бывают в аэрозольных упаковках, в небольших емкостях.
Ими обрабатывают шов и место присоединения клеммы (крокодильчика).
- На стыках увеличивают силу тока до 15 ампер, а скорость движения электрода снижают; должен образоваться плотный валик, способный выдержать динамическую нагрузку на изгиб.
- Короткая дуга позволяет контролировать качество шва, меньше разбрызгивается металл ванны. Снижается вероятность прожигания цинкового покрытия искрами.
- Настройка оборудования производится на низкотоковые режимы. На полуавтомате выставляется режим «Synergic», на инверторах – на 5-10 ампер ниже табличных значений.
- Начинающие не должны забывать проверять качество шва. После снятия шлака он визуально осматривается, аккуратно простукивается, так проще выявить дефект.
Блок: 7/7 | Кол-во символов: 971
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku
Выводы
Сварки металлов, имеющих оцинкованное покрытие, имеет индивидуальные отличия, которые нужно знать исполнителям, но без опыта работы к таким процессам начинающие сварщики не допускаются, т. к. высока вероятность прожога конструкции или испарение защитной цинковой плёнки.
Блок: 7/7 | Кол-во символов: 277
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Количество использованных доноров: 6
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html: использовано 3 блоков из 5, кол-во символов 3723 (20%)
- https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku: использовано 2 блоков из 7, кол-во символов 1868 (10%)
- https://metalloy.ru/obrabotka/svarka/otsinkovki: использовано 2 блоков из 5, кол-во символов 4447 (24%)
- https://svaring.com/welding/soedinenie/svarka-ocinkovki: использовано 3 блоков из 7, кол-во символов 3711 (20%)
- http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.
 html: использовано 3 блоков из 5, кол-во символов 3189 (17%)
html: использовано 3 блоков из 5, кол-во символов 3189 (17%) - https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html: использовано 4 блоков из 7, кол-во символов 1967 (10%)
Как правильно сваривать листы оцинкованной стали? — masterprofnastila.ru
Сегодня для выполнения многих работ применяется специальная конструкционная оцинкованная сталь, которая имеет надежную защиту от коррозии. Она не только устойчивее, но и отличается более низкой ценой, чем традиционная нержавеющая сталь, что часто является решающим фактором при выборе материалов. Внешний вид такой стали более привлекательный, она имеет на поверхности аккуратный слой оцинковки. Для нанесения цинка используются разные методы: напыление, горячее цинкование, гальванизация. Толщина слоя также может быть различной.
Оцинкованный профнастил не подвержен ржавлению.Как и любой другой материал, оцинковка может потребовать выполнения ремонтных работ. Чаще всего они связаны с тем, что на поверхности металла появляются трещины, рваные отверстия. Порой при строительстве возникает необходимость соединения двух листов в единое целое. Для обеспечения герметичности поверхности применяется сварка оцинкованной стали, которая обладает многими особенностями. Работа эта трудоемкая и требует опыта.
Технология сварочных работ
Марки профнастила: С, МП, НС, Н.Любая сварка — это сложный технологический процесс, а для оцинкованной стали он осложняется еще и тем, что необходимо работать с таким тонким защитным покрытием, как цинк. Особенность сварки в том, что оцинковка начинает плавиться уже при температуре в 420°C, а при 906°C она кипит и испаряется. Все это оказывает негативное влияние на качество сварного шва, в котором образуются микротрещины, швы, прочие дефекты. Пайка стали с оцинковкой требует не только других температур, но и использования специальной защищенной газовой среды. Поэтому для более эффективной сварки применяют присадочную проволоку с медью. Самыми лучшими в данном случае являются алюминиево-бронзовые и медно-кремниевые проволоки.
Самыми лучшими в данном случае являются алюминиево-бронзовые и медно-кремниевые проволоки.
Если применять присадочную проволоку, то сварка будет правильной. Такой метод объясняется целым списком достоинств:
- не возникает коррозии шва при выполнении работы;
- разбрызгивание минимальное;
- выгорание покрытия малое;
- малое тепловложение;
- пайка стали требует простую последующую обработку;
- обеспечивается катодная защита материала.
При выполнении сварки цинк попадает в специальную сварочную ванну, а это приводит к образованию трещин, пор в сварном шве. Поэтому перед работой слой цинка следует удалить при помощи газовой горелки, абразивного круга, щеток. Есть и химические способы, то есть использование кислоты, которая потом нейтрализуется при помощи щелочи, место промывается водой, высушивается.
Внимание следует обратить и на выбор электродов, которые будут использоваться для выполнения сварки.
Цифровая часть маркировки соответствует высоте волны.Чтобы пайка стали с оцинковкой была выполнена правильно, необходимо использовать электроды из низкоуглеродистой стали, которые имеют рутиловое покрытие типа АНО-4, ОЭС-4, МР-3.
Если сталь низколегированная, то надо брать электроды с покрытием такого типа, как УОНИ-13/45, ДСК-50, УОНИ-13/55 и пр.
Чтобы при сварке не появлялись поры, которые ослабляют соединение, ток надо увеличивать на 10-50 А в сравнении с обычной сваркой, зазор между кромками также увеличивается в два раза. Скорость сварки ниже на 10-20%, поэтому следует проявлять внимательность. Техника сварки применяется возвратно-поступательная, она позволяет предотвратить выгорание слоя цинка на окружающем пространстве листа. С толстых листов слой цинка необходимо снимать полностью, чтобы шов получился бездефектным.
Вернуться к оглавлению
Сварка трещин, отверстий
Стальной лист отличается большой прочностью, но даже в этом случае нельзя гарантировать отсутствие трещин и других дефектов, рваных отверстий.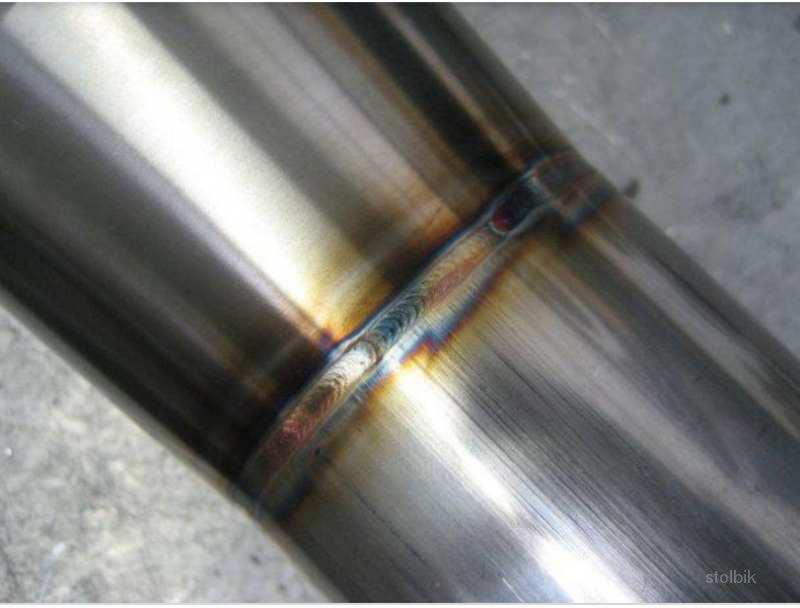 Такой ремонт, как правило, необходим для листов обшивки, ограждений, кровельного покрытия. Но заварка оцинкованной поверхности без должной подготовки и опыта приведет только к тому, что дефекты начнут мгновенно распространяться при малейших колебаниях температуры. Поэтому при сварке трещин стального оцинкованного листа необходимо руководствоваться ГОСТами 5264 и 11534.
Такой ремонт, как правило, необходим для листов обшивки, ограждений, кровельного покрытия. Но заварка оцинкованной поверхности без должной подготовки и опыта приведет только к тому, что дефекты начнут мгновенно распространяться при малейших колебаниях температуры. Поэтому при сварке трещин стального оцинкованного листа необходимо руководствоваться ГОСТами 5264 и 11534.
Перед началом работ трещину тщательно осматривают, определяют ее границы. Это можно сделать газовой горелкой, при температуре в 100-150°C отлично проявляются все границы. После этого следует засверлить трещину при помощи сверла с диаметром в 6-10 мм. Если толщина листа составляет от 100-125 мм, то необходимо использовать сверло, диаметр которого составляет 20-25 мм.
Для трещин, длина которых составляет от 300 мм, используют обратноступенчатый метод. Производится подварка шва, срезаются все наплывы, черновины, шлак. Сварной шов для оцинковки должен быть ровным и аккуратным, перепады высоты допускаются до 2 мм при условии, что все перепады будут плавными. В конструкциях, где есть жесткие связи, необходимо удалить ряд заклепок по сторонам от трещины. После того как пайка стали будет окончена, необходимо связи и заклепки установить на место, проверяя надежность соединений.
Вернуться к оглавлению
Заварка и обварка отверстий
В некоторых случаях требуется выполнить для оцинкованного листа заварку и обварку отверстий, проделанных в нем. Здесь применимо несколько приемов, но в любом случае учитывается глубина и диаметр отверстий:
- вварка специальных вставок;
- сплошная заварка отверстий;
- приварка небольших накладок.
Для отверстий, которые имеют диаметр от 50 мм, используют конусообразные вставки. Они слегка прихватываются перед вваркой, после чего обвариваются уже по периметру. Отверстия глубже, чем 2 диаметра, необходимо перед процедурой перегородить при помощи пластины с толщиной в 2-4 мм (из углеродистой стали). Для заварки можно использовать и специальные пробки требуемого размера. Если отверстия имеют диаметр до 15 мм, то перед началом их необходимо рассверлить, чтобы получить размеры в 18-20 мм. Если была нанесена резьба, то ее устраняют при помощи сверла. Диаметр сверла должен быть на 1,5-2 мм больше.
Для заварки можно использовать и специальные пробки требуемого размера. Если отверстия имеют диаметр до 15 мм, то перед началом их необходимо рассверлить, чтобы получить размеры в 18-20 мм. Если была нанесена резьба, то ее устраняют при помощи сверла. Диаметр сверла должен быть на 1,5-2 мм больше.
Сварка стали в области отверстий предполагает их предварительную очистку от следов ржавчины, масел или грязи. Если отверстия не перегораживаются пластинами, то с одной стороны необходимо поставить флюсовую подушку, огнеупорную прокладку. Заварка производится только в нижнем положении, электрод должен стоять под углом в 30-40 градусов. Если используется прокладка, то ее надо приваривать по периметру с двух сторон. Обварка производится электродуговой сваркой в один слой с небольшим напуском на кромки. При вертикальном положении лучше всего проводить варку в два приема.
Вернуться к оглавлению
О каких мерах безопасности нельзя забывать?
Схема фронтона из профнастила.Цинкование, или нанесение слоя цинка на поверхность металлического листа, используется для того, чтобы защитить материал от коррозии. Обычно толщина защитного слоя составляет 3-150 мкм, при покупке изделия необходимо обращать внимание на это значение, оно указывается производителем. При выполнении сварки покрытие не только кипит, но и испаряется, оно загрязняет при этом воздух. Поэтому следует использовать индивидуальные средства защиты, потому что испарения цинка могут привести к удушью. Место, где производится пайка стали с оцинковкой, должно отлично проветриваться либо снабжаться вентиляцией. Лучше всего проводить работы на свежем воздухе, если есть такая возможность.
Сварка оцинкованного металла требует наличия определенных знаний и опыта. Проблема состоит в том, что оцинкованный слой легко повредить, а при выполнении работы требуется использовать в обязательном порядке индивидуальные средства защиты.
http://masterprofnastila.ru/youtu.be/fmsIcTmSQ5w
Данным методом можно не только соединять листы оцинкованной стали, но заваривать отверстия, провести ремонтные работы по удалению трещин и других дефектов. Но осторожность в любом случае не будет лишней, так как cварка — процесс ответственный.
Но осторожность в любом случае не будет лишней, так как cварка — процесс ответственный.
Cварка оцинковки- как она осуществляется.
кузнечное дело и сварка
Стоит также посмотреть статью о том, как правильно варить инвертором.
—————
Оцинкование является одним из лучших способов защиты стали от коррозии. Данный метод чрезвычайно широко распространен для защиты самых различных металлических изделий. Среди таких изделий могут всевозможные металлические каркасы, трубы, сооружения и т. д.
К преимуществам данного метода, о которых недавно писал промышленный портал России, относится также сравнительная технологическая легкость обработки поверхностей металлических предметов. При этом существуют три основных способа нанесения цинка на металл. Это напыление, нанесение электрохимическим способом, а также погружением металлического предмета в ванну с расплавленным цинком. Независимо от способа нанесения, самым главным параметром является толщина слоя, который при нанесении образовался на поверхности изделия. Именно от этого зависит степень защищенности поверхности металла от коррозии, а также от механических повреждений. Об этом свидетельствует, например, и то, что при сертификации оцинкованной продукции принимается во внимание именно данный показатель за качество изделия. Как правило толщина слоя цинка составляет от 3 до 150 микрон. Этого обычно достаточно для надежной защиты от различных воздействий.
Очень часто требуется сварка оцинковки. Она осуществляется различными методами. Одной из наиболее распространенных является дуговая сварка. При этом цинк разогревается до определенной температуры, а затем сплавляется. Однако, при этом, необходимо учитывать то, что сварка в данном случае имеет свои особенности, которые обусловлены техническими характеристиками цинка. Прежде всего, цинк ухудшает качество сварного шва, поэтому температура должна достаточно высокой, чтобы хорошо проплавить металл и сварной шов был прочным и надежным.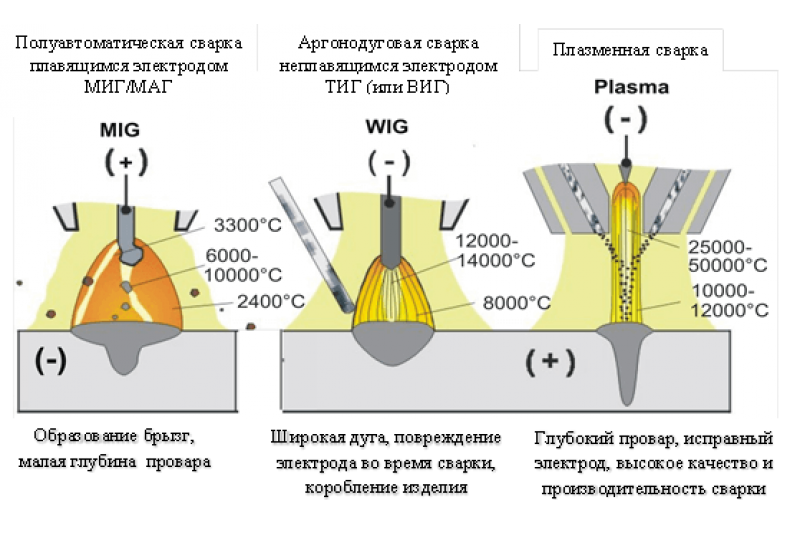 В ряде случаев будет целесообразно зачистить место, где будет сварной шов от цинка. Тогда качество сварки будет заметно лучше, так как в расплавленный металл цинк не попадет и его качество будет выше. Если толщина цинка значительна, то необходимо постепенно выжигать его и только затем переходить непосредственно к самому сплавлению поверхностей металла.
В ряде случаев будет целесообразно зачистить место, где будет сварной шов от цинка. Тогда качество сварки будет заметно лучше, так как в расплавленный металл цинк не попадет и его качество будет выше. Если толщина цинка значительна, то необходимо постепенно выжигать его и только затем переходить непосредственно к самому сплавлению поверхностей металла.
Смотрите также:
обучение на кузнеца
ковка- книги
защитные маски сварочные
оборудование для кузницы
Художественная ковка и литье Москвы
Сварка оцинковки в СПб — как делается и где заказать?
В «Металл‑Кейс» мы производим на заказ детали и корпуса из различных видов листового металла — от обычной черной стали до редкого и специализированного титана. Работаем мы и с оцинкованной сталью.
Вы можете заказать у нас качественные детали и корпуса из оцинковки, произведенные по вашей конструкторской документации или разработанные с нуля — со всеми теми же производственными, которые доступны и для других материалов. В том числе со сваркой — с точечной и шовной полуавтоматической и с точечной контактной.
Однако со сваркой оцинковки есть несколько нюансов, заставляющих делать этот этап довольно своеобразно. Сейчас расскажем подробно.
Как цинкование защищает от коррозии и почему варить оцинкованную сталь в принципе можно?
Цинкование — способ защиты металла от коррозии.
- Не такой железобетонный, как использование легированного нержавеющего сплава вместо обычно стали — но зато и не такой дорогой.
- Не такой простой и дешевый, как покраска полимерно‑порошковой краской — но зато подходящий для использования в случаях, когда полимерный слой неприемлем. Например, в рентгеновском медицинском оборудовании.
Дополнительное преимущество оцинковки перед порошковой покраской в плане защиты от коррозии — в том, что слой цинкования куда более терпим к механическим повреждениям.
То есть повредить его, на самом деле, проще: полимерный слой имеет солидную толщину, легкая царапина не доберется до металла — а вот слой гальванического цинкования толстым не сделать, и процарапать его поэтому довольно легко.
Но если полимерный слой всё‑таки процарапан до металла — то всё, пиши пропало, кислород и водяные пары плотно возьмутся за оголившийся участок металла, развивая внутри очаг коррозии и планомерно превращая металл вокруг него в ржавую труху, распространяясь всё шире и шире. А вот при повреждении оцинковки этого не происходит.
Дело в том, что деталь из черной стали (то есть, в первом приближении, железа и углерода) и цинка, изготовленная гальваническим методом, является единым объектом, который и окисляется как единый объект. При этом какие‑то его атомы будут вступать в реакцию первыми. И в паре «железо‑цинк» первыми однозначно будут вступать в реакцию атомы цинка — потому что цинк в принципе намного более химически активный металл.
Таким образом, пока весь цинк на наружной поверхности не окислился — железо в безопасности, даже если кислород в принципе контактирует с ним.
Благодаря этому оцинкованные детали в принципе можно обрабатывать, даже если при этом нарушается целостность цинкового слоя. То есть их можно резать лазером, гнуть и варить. Понятно, что проделывать что‑то из этого с деталью, на которую нанесено полимерное покрытие — полный абсурд. В случае с цинком — нет.
Тем не менее, оцинковку всё равно лучше не варить. Почему? И как тогда поступать, если нужны сваренные оцинкованные детали?
Видео зачистки сварных швов от «Металл‑Кейс»
Почему сварка оцинкованного металла всё‑таки не рекомендуется?
Эффект «лоскутного одеяла» при обработке оцинковки
Во‑первых, площадь цинка на поверхности детали не безгранична. И через какое‑то время наступит момент, когда большая часть атомов, готовых реагировать, прореагирует. И вот тогда кислород возьмется за железо — и всё, плакала деталь.
Поэтому лучше всё‑таки не искушать силы природы — и использовать оба фактора, которыми цинковый слой защищает сталь. То есть рассчитывать не только на электрохимическую защиту, но и просто на механическую. Если слой цинка не поврежден — то даже после того, как все атомы цинка прореагируют с кислородом, кислород не получит доступа к атомам железа.
Не стоит заламывать руки, если деталь была поцарапана в процессе использования — скорее всего, она это спокойно вытерпит. Но самостоятельно разрушать цинковый слой на большой площади детали, используя сварку или гибку по уже оцинкованному металлу — это как‑то жестко. Цинковое покрытие становится подобно лоскутному одеялу — на этом участке есть, на этом нет, на этом снова есть.
Ядовитые испарения при сварке оцинковки
Но первое возражение — рекомендательного характера. Мы предупреждаем о нем клиентов, но если, несмотря на это, требуется разрезать или согнуть оцинковку, пожертвовав целостностью покрытия, мы готовы это сделать.
А вот что касается именно сварки — здесь есть проблема.
Дело в том, что сварка оцинковки требует либо специально заточенной под это системы вытяжки, либо самурайского презрения к жизни у сварщиков. При сварке выделяются крайне токсичные испарения, которые вполне способны свести сварщика в могилу, и довольно быстро.
Мы не рискуем жизнью своих работников. Во‑первых, по чисто человеческим соображениям. Во‑вторых, потому что это профессионалы высокого класса — и именно они обеспечивают то качество работы, за которое нас ценят клиенты. Поэтому мы не даем им варить оцинковку.
Но тогда зачем эта страница, названная «сварка оцинковки»? Неужели мы просто обманули читателя? Нет, не обманули. Есть способ, которым мы делаем детали из оцинковки со сваркой, не прибегая к сварке оцинковки — и клиенты стабильно высоко оценивают эти детали.
Альтернатива — изготовить сваренные оцинкованные детали без сварки оцинковки
Этот способ позволяет решать оба вопроса — и с токсичными испарениями при сварке, и с нарушением целостности цинкового покрытия. Мы просто меняем порядок действий.
Мы просто меняем порядок действий.
- Начинаем работу с листом обычной холоднокатаной черной стали.
- Режем лазером.
- Гнем, если надо.
- Обрабатываем слесарно, если надо.
- Варим.
- Зачищаем швы.
- И уже после этого — проводим цинкование гальваническим методом.
Получается деталь, прошедшая все нужные производственные этапы, изменяющие форму поверхности изделия — и в то же время имеющая целое, ненарушенное цинковое покрытие без единой царапины.
Нужны детали из оцинковки со сваркой, резкой, гибкой? Обращайтесь. Давайте обсудим детали конкретного заказа. Мы рассчитаем стоимость и сроки — и вы сможете принять взвешенное решение о заказе, ориентируясь на эти цифры.
Какие еще операции с деталями из листового металла можно заказать здесь?
Безопасно ли находиться в…
Дом » Безопасно ли контактирование пищевых продуктов с оцинкованной сталью?
Автор Кристин Клин
Для большинства пищевых продуктов контакт с оцинкованной сталью совершенно безопасен.Согласно Управлению по санитарному надзору за качеством пищевых продуктов и медикаментов США, только кислые продукты не должны контактировать с оцинкованной сталью. Кислота в некоторых пищевых продуктах вступает в реакцию с цинковым покрытием с образованием солей, которые легко усваиваются организмом и в избытке могут вызвать очень легкое недомогание. Итак, где оцинкованная сталь используется в производстве продуктов питания? Есть две основные и отдельные зоны: для несущих конструкций здания, таких как пекарня или бойня, и для подносов, стеллажей, конвейера, морозильных камер, холодильников и столешниц, непосредственно контактирующих с продуктами питания. Квалификацией всего этого обсуждения является тот факт, что цинк является необходимой частью нашей суточной нормы потребления, примерно 15 мг должно быть частью вашего ежедневного потребления.
Квалификацией всего этого обсуждения является тот факт, что цинк является необходимой частью нашей суточной нормы потребления, примерно 15 мг должно быть частью вашего ежедневного потребления.
Для получения более подробной информации, пожалуйста, просмотрите эту статью доктора Галва о HDG в контакте с пищевыми продуктами.
© Американская ассоциация гальванизаторов, 2021 г. Приведенный здесь материал был разработан для предоставления точной и достоверной информации о стали, оцинкованной горячим способом после изготовления.Этот материал предоставляет только общую информацию и не предназначен для замены компетентной профессиональной экспертизы и проверки на пригодность и применимость. Информация, представленная здесь, не предназначена для представления или гарантии со стороны AGA. Любой, кто использует эту информацию, принимает на себя всю ответственность, связанную с таким использованием.
Был ли этот ответ полезным? ДА | НЕТ
Могу ли я готовить на куриной проволоке?
Нас часто спрашивают, безопасно ли готовить на костре, используя проволочную сетку или внутренности больших металлических машин, таких как сушильные или стиральные машины, — поэтому мы подумали, что напишем небольшой пост о возможных опасностях, с которыми вы можете столкнуться. Возможно, не учли, есть ли внутри огонь или плита над металлами, которые не были предназначены для этой цели.
Конечно, на этот вопрос никогда не будет однозначного ответа, поскольку он зависит от того, что именно вы используете, но честный ответ таков. Если то, что вы используете для приготовления пищи или сдерживания огня внутри, не предназначено исключительно для этой цели, вы рискуете нанести вред своему здоровью или здоровью окружающих.
Например, грили и кастрюли на открытом воздухе, которые мы храним здесь, в магазине Forest School Shop, сделаны из пищевых материалов. Это означает, что в пищу не будут попадать вредные химические вещества, а также не будет никаких вредных химикатов, выделяющих дым при нагревании у костра.
Это означает, что в пищу не будут попадать вредные химические вещества, а также не будет никаких вредных химикатов, выделяющих дым при нагревании у костра.
Один из наиболее популярных материалов для приготовления пищи на открытом воздухе и барбекю — это оцинкованная проволочная сетка или решетки от холодильников — но многие ли из вас знают, что эти материалы опасны для вашего здоровья?
Многие решетки или проволочные сетки оцинкованы, что при нагревании испаряет цинк внутри покрытия. Это вредно для дыхания в ваши легкие, и вы, конечно же, не хотите, чтобы он попадал в ваши гамбургеры!
Старые стеллажи от холодильников (в зависимости от возраста) могут содержать кадмий, а соединения этого химического элемента чрезвычайно ядовиты, их воздействие известно как канцерогенное, а также поражает желудочно-кишечный тракт, почечную, сердечно-сосудистую, репродуктивную и дыхательную системы. .При нагревании кадмий становится настоящей проблемой.
Так что насчет кострищ, сделанных из материалов, найденных в доме или вокруг него? Мы часто видим костровые ямы и даже грили, сделанные из старых барабанов стиральных машин и т. Д. Хотя те, которые сделаны из прочной нержавеющей стали, не должны вызывать проблем, жизненно важно знать, что они действительно из них сделаны и что на них нет покрытий. на стали.
Наше намерение в этом блоге не состоит в том, чтобы отпугнуть вас от готовки на открытом воздухе — это очень весело и полезно для нас, но вам нужно быть осторожным, когда вы готовите на костре.
Все продукты, представленные в нашем магазине для готовки на открытом воздухе , предназначены для использования над кострами или газовыми плитами — и даже некоторые из них могут быть использованы на кухонной плите дома.
Индейка в мусорных баках: как приготовить индейку на День Благодарения из мусорного бака, древесного угля и огня
Мы приготовили индейку в мусорных баках, чтобы вы могли быть уверены, что сделаете то же самое для своих гостей на День Благодарения. Было вкусно, легко и весело. Вот все, что вам нужно знать, чтобы сделать свою собственную индейку из мусорного ведра на День Благодарения 2015.
Было вкусно, легко и весело. Вот все, что вам нужно знать, чтобы сделать свою собственную индейку из мусорного ведра на День Благодарения 2015.
Что такое индейка?
Всем хозяевам ужина в День Благодарения известны две универсальные проблемы: будет ли индейка в этом году такой же влажной и сочной, как в прошлом году, и как использовать драгоценное пространство в духовке, чтобы вместить всю еду.
Это, казалось бы, неразрешимые затруднения, которые часто больше зависят от удачи и безумной борьбы, чем от расчетливого планирования.
Но одно странное решение заставило этот планировщик ужина на День Благодарения чувствовать себя намного более хладнокровным по мере приближения праздника.Это называется индейка из мусорного ведра или индейка из мусорного ведра (или вычищенная и отшлифованная индейка в стальных бочках, или даже индейка из пивных бочонков), и это настоящий опыт.
Почему я должен подумать о том, чтобы сделать мусорное ведро из индейки на День Благодарения или рождественский ужин?
Если у вас нет нескольких плит на кухне или какого-либо другого вызывающего ревность решения, которое не требует строительства пылающего памятника дрянной изобретательности на заднем дворе, вы наверняка испытали нехватку времени и кухонного пространства, которые почти гарантирует приготовление в День благодарения .
Индейка занимает 80 процентов духовки, но вам все равно нужно испечь запеканку из зеленой фасоли, макароны с сыром, булочки и многое другое, прежде чем люди смогут съесть.
Индейка в мусорных баках вынимает большую птицу из духовки (и полностью из вашего дома), освобождая духовку для всех гарниров, которые идут вместе с мясным блюдом.
Это также очень весело. Приготовить индейку на открытом огне под холодным осенним небом намного веселее, чем бросить ее в духовку.Кроме того, на это уходит меньше времени — мы приготовили 18-фунтовую до совершенства менее чем за два часа во вторник утром, что на несколько часов меньше традиционного времени запекания в духовке — и не требует наметки, переворачивания, тестирования или проверки.
Пожалуй, самое главное, мясо индейки из мусорного бака сочнее, ароматнее и визуально привлекательнее, чем скучное мясо, которое ваша бабушка готовит в своем вулкане. Кожа слегка обугливается, а мясо коптится, что придает ему приятный дымный аромат, сохраняя при этом соки, которые в значительной степени теряются при приготовлении многих других блюд.
Другими словами, сделать мусорное ведро из индейки несложно. За исключением минусов.
Какие минусы?
Мусорное ведро индейки определенно испортит ваш газон (или любую другую поверхность, на которой вы выберете ее для приготовления). Для этого нужно положить раскаленные угли, которые буквально падают более чем на 1000 градусов по Фаренгейту, прямо на вашу траву или патио, не имея ничего, кроме тонкий слой оловянной фольги. Когда мы это сделали, он оставил угольно-черное кольцо обугленной травы около восьми футов в поперечнике, на восстановление которого, вероятно, уйдет год или даже несколько.
Мясо — это тоже не традиционная индейка на День Благодарения. Если у вас есть придирчивые дети, братья и сестры, бабушки и дедушки, вы можете в конечном итоге поставить им галочку, если приготовите для них индейку. Хотя дымный аромат является плюсом даже для тех, кто немного любит приключения, он, скорее всего, отпугнет людей, которые просто хотят традиционного (то есть скучного) жареного зверя, к которому они привыкли.
И вам нужно будет выложить несколько баксов на подходящий мусорный бак или бочку, большой рулон алюминиевой фольги и около 40 фунтов древесного угля, что может довольно быстро поднять цену вашего праздника Благодарения, если вы этого не сделаете. осторожный.
Но, в конце концов, это того стоит, чтобы заставить замолчать всех хихикающих критиков в доме, которые не могли дождаться, когда вы проиграете, но не могут насытиться этим, когда индейка будет разделана. Поговорим о духе праздника.
Как сделать индейку из мусорного бака:
Наконец, самое интересное. Вот довольно простой способ сделать успешную индейку из мусорного ведра. Список предметов, которые вам нужно будет снять по приведенному ниже «рецепту», вставлен в конце статьи.Удачной готовки и счастливого Дня благодарения!
Вот довольно простой способ сделать успешную индейку из мусорного ведра. Список предметов, которые вам нужно будет снять по приведенному ниже «рецепту», вставлен в конце статьи.Удачной готовки и счастливого Дня благодарения!
- Найдите хорошее плоское открытое пространство без нависающих деревьев, большого количества высокой травы или кустарника или других источников ожогов в непосредственной близости. Выберите кусок земли, который вы не прочь сильно сжечь, потому что именно это вы и собираетесь сделать.
- Вставьте дюбель или другой подобный деревянный или металлический стержень в центр области, которую вы выбрали для своего кулинарного (неудачного) приключения. Накройте его алюминиевой фольгой и сформируйте на вершине кола шарик из оловянной фольги, достаточно маленький, чтобы поместиться в полости индейки, но достаточно большой, чтобы он не мог легко проткнуть область шеи.
- Окружите кол алюминиевой фольгой. Используйте камни, чтобы удерживать большие длинные куски фольги и сгибать их вдвое, чтобы создать толстый барьер между индейкой и землей. Тисненый ярдовый участок должен быть около 8 футов в диаметре. Если на улице ветрено, возможно, стоит пойти еще дальше с крытой площадкой.
- Вытяните потроха, шейку индейки и любые другие неприятные кусочки из полости индейки. Распылите в полость спрей с кулинарным маслом, затем покройте птицу специями.
- Сдвиньте индейку вниз на решетку встык и выровняйте индейку как можно вертикально. Колышек должен быть на высоте, позволяющей индейке висеть на несколько дюймов над землей, не касаясь ее.
- Распылите масло канолы на индейку снаружи, а затем покройте ее обильным слоем специй. Обязательно покрывайте все части птицы, и если специи не прилипают к некоторым участкам, просто вылейте их себе в руку и похлопайте.
- Осторожно поместите мусорное ведро, металлическую бочку или бочонок на поставленную индейку, стараясь не прикасаться металлом к птице и стараясь отцентрировать ее как можно лучше.

- Обведите дно мусорного ведра большим количеством древесного угля. Также нанесите тонкий слой древесного угля на верхнюю часть банки. Зажгите весь уголь и следите, чтобы он не загорелся, если бы вы хотели оставить его несгоревшим (на этом этапе держите под рукой огнетушитель).
- Подождите. Уголь будет гореть от 15 до 20 минут, прежде чем полностью погрузится в пепел. Когда угли станут оранжево-горячими снизу и серо-белыми сверху, разложите их сверху бочки, чтобы образовалось кольцо с открытой площадкой в центре.Примерно через 30 минут вы должны услышать приятный звук, когда мясо начинает готовиться внутри банки. Не возитесь с древесным углем в течение следующего часа или около того, он должен хорошо работать сам по себе, без того, чтобы его топили, толкали или толкали.
- Примерно через час добавьте еще один слой свежего угля поверх существующих колец. Новый уголь загорится почти сразу, поэтому будьте осторожны и надевайте термостойкие перчатки.
- Подождите. Что бы вы ни делали, НЕ снимайте баллончик до тех пор, пока не будете готовы, так как это приведет к высвобождению тепла и влаги, циркулирующих в замкнутой среде.Снятие его до того, как готовка будет завершена, приведет к поражению цели приближения индейки к мусорной корзине.
- Оцените, сколько времени потребуется, чтобы приготовить индейку. Для нас мы использовали 18-фунтовую холодную, частично ледяную свежую птицу из продуктового магазина. Мы готовили ее около 1 часа 50 минут, в результате получилась почти идеально приготовленная птица — одна небольшая часть рядом с тушкой под грудкой была немного недоварена, но остальная часть индейки была приготовлена красиво. Но время приготовления варьируется от птицы к птице в зависимости от веса, плотности, температуры и других факторов.Поиграйте в Google о времени приготовления индейки в мусорных баках, если вы хотите точно определить, как долго готовить птицу, поскольку мы не хотим сбивать вас с пути.
- Снимите баллончик.
 Наденьте термостойкие перчатки и убедитесь, что стоите в безопасном месте, подальше от углей и вероятного источника дыма изнутри банки, насколько это возможно. Поднимите прямо вверх, чтобы не касаться индейки внутренней частью мусорного ведра. Поставьте банку на оловянную фольгу вокруг индейки или в другое место, где вы не против поджечь.
Наденьте термостойкие перчатки и убедитесь, что стоите в безопасном месте, подальше от углей и вероятного источника дыма изнутри банки, насколько это возможно. Поднимите прямо вверх, чтобы не касаться индейки внутренней частью мусорного ведра. Поставьте банку на оловянную фольгу вокруг индейки или в другое место, где вы не против поджечь. - Подождите несколько минут, пока раскаленная от лавы птица остынет, затем снимите ее со столба, используя термостойкие перчатки или металлические кухонные инструменты. Положите его в чистую емкость или на чистую тарелку. Подождите несколько минут, пока она не закончится, затем нарежьте ее, как любую другую индейку.
- Поедай!
Список ингредиентов для мусорного бака для индейки:
— 1 мусорный бак, бочка или бочонок: Мы использовали неоцинкованную стальную бочку емкостью 55 галлонов для нашей мусорной корзины для индейки.Чрезвычайно важно, чтобы вы использовали не оцинкованный сосуд, поскольку в процессе гальванизации вводится цинк и другие металлы, которые могут быть очень вредными для человека и, как сообщается, могут превратиться в индейку, приготовленную с использованием метода мусорного бака. Некоторые говорят, что гальванизацию можно сжечь, но мы не можем поручиться за их утверждения. На всякий случай попробуйте найти неоцинкованную банку или бочку. Это может быть сложно, но вы, по крайней мере, сможете найти его в специализированном магазине, подобном тому, который мы посетили, Buckner Barrels Sales Corporation в Спрингвилле, штат Алабама.Мы также не можем поручиться за сообщения о том, что пивные бочонки — хороший вариант для мусора индейки, хотя мы читали, что они тоже могут работать очень хорошо.
— 1 индейка: Индейка любого размера подойдет для приготовления индейки в мусорном баке, просто имейте в виду, что время приготовления следует регулировать в зависимости от размера вашей птицы. Также важно использовать свежую или размороженную птицу и следить за тем, чтобы она оставалась чистой при подготовке к приготовлению, несмотря на то, что вы готовите кусок сырого животного на своем заднем дворе.
— Приправы: мы использовали луковую соль и немного довольно стандартного сухого крема для барбекю / мяса, но вы можете в значительной степени сходить с ума и экспериментировать с тем, что вам нравится. Лимон и розмарин; гвоздика, корица и мед; даже каменная соль и перец могут быть отличными вариантами — вот где вы можете проявить свой творческий потенциал.
— Спрей для кулинарного масла: одна банка Pam или аналогичный кулинарный спрей.
— Оловянная фольга: вам понадобится много алюминиевой фольги, поэтому возьмите несколько рулонов нормального размера или два больших.
— Древесный уголь: мы использовали около 40 фунтов самоподжигающего древесного угля Matchlight, но вы можете использовать любой вид древесного угля, если это возможно, и он будет гореть в течение всего периода приготовления пищи. пополнение-два.
— 1 кол: мы использовали кусок деревянного дюбеля диаметром от 1 до 1 1/2 дюйма, но вы можете в значительной степени использовать любой длинный, довольно тонкий, но прочный деревянный или металлический стержень, который вы можете обернуть. в фольге и сверху выложить индейку.
— Термостойкие перчатки: эти перчатки говорят сами за себя.
Рецепт карамелизированного лука в ароматной упаковке | Ешь это не то, что
Есть ли что-нибудь лучше, если добавить сиропный сладкий карамелизованный лук медленного приготовления? Если есть, то мы его еще не нашли. Вы можете использовать этот простой и восхитительный рецепт, чтобы добавить к очень большому количеству разных блюд: чтобы украсить ваш любимый жареный овощ или мясо, смешать с жарким движением, перемешать до густого кремового супа, украсить партию чесночного хлеба , или вы можете даже добавить соус или намазывать его, прежде чем подавать его.Возможности безграничны! В этом рецепте карамелизованного лука вы можете готовить его столько, сколько захотите, в зависимости от того, для чего вы будете использовать конечный продукт. Мы обещаем, что чем дольше вы позволяете им готовить, тем они будут только лучше! Но если вы планируете приготовить из них луковое варенье (консистенция достигается примерно через 45 минут приготовления), добавьте еще пару луковиц (вы также можете, если у вас есть время на это). и держи пламя очень низким. Нет времени, но все еще хочется сладкого? Добавьте немного бальзамического уксуса в последний момент приготовления, и вы получите совершенно новый рецепт!
Мы обещаем, что чем дольше вы позволяете им готовить, тем они будут только лучше! Но если вы планируете приготовить из них луковое варенье (консистенция достигается примерно через 45 минут приготовления), добавьте еще пару луковиц (вы также можете, если у вас есть время на это). и держи пламя очень низким. Нет времени, но все еще хочется сладкого? Добавьте немного бальзамического уксуса в последний момент приготовления, и вы получите совершенно новый рецепт!
На 1 стакан
Вам понадобится
1 столовая ложка оливкового масла
2 большие красные луковицы, нарезанные ломтиками
1⁄2 чайной ложки соли
Как это сделать
- Поместите все ингредиенты в кухонный комбайн и взбейте до однородного состояния.
- Хранится в течение 1 недели в холодильнике.
Ешьте этот совет
А что такое луковое варенье?
Итак, выше мы упоминали, что если вы готовите этот лук достаточно долго, он медленно (да, 45 минут — это медленно для лука) превратится в своего рода луковое варенье. Большинство людей обычно ассоциируют джем с более сладкими ингредиентами, такими как черника, клубника или даже малина. Но есть целый другой мир пикантных и даже острых джемов, с которыми вы можете поиграть здесь, и многие из них так же хороши на тосте или английском маффине по утрам, как и сладкое варенье.В следующий раз, когда вы попробуете этот рецепт, попробуйте добавить несколько добавок, например чеснок или несколько хлопьев чили. Если вы наберетесь смелости, попробуйте добавить клубники в картели с луком для восхитительного контраста!
Этот рецепт (и сотни других!) Был разработан одним из наших «Готовьте это, а не то»! книги. Для более простых идей приготовления вы также можете купить книгу!
Рецепт индейки из мусорного бака | Все рецепты
Я делал эту индейку из мусорного ведра годами. Но я стал немного современнее, теперь я использую кол из нержавеющей стали и банку из нержавеющей стали. Индейка всегда получается идеальной. Я также использую 20 # угля для стула K9ingsford и оставляю его на 2 часа. не открывая банку.
Но я стал немного современнее, теперь я использую кол из нержавеющей стали и банку из нержавеющей стали. Индейка всегда получается идеальной. Я также использую 20 # угля для стула K9ingsford и оставляю его на 2 часа. не открывая банку.
Пожалуйста, не используйте оцинкованные мусорные баки. Пары цинка токсичны. Он также просочится в индейку, и вы можете отравиться, съев ее.Если вы используете оцинкованный мусорный бак, пожалуйста, сначала сожгите его изнутри! Только не вдыхайте пары! Мы бы очень не хотели, чтобы кто-нибудь попал в больницу в День Благодарения!
Вам не нужно проделывать столько работы. Нужен мусорный бак — без крышки. Поместите кол 2 на 2 дюйма в землю высотой 15 дюймов. Поместите фольгу вокруг стейка и кусок сверху, если вы не хотите, чтобы птица касалась дерева.Фольга вокруг основания кола на тот случай, если птица сделает это, она соскользнет вниз. Поместите мусорное ведро над индейкой, установленной на кол, ножками вниз. Зажгите уголь 10 — 12 # до побеления. Лопатка шириной около 3 брикетов по дну банки с полной лопатой сверху. Дать вариться 1 1/2 часа, не снимая банки. Турция будет готова. Внутри банки нет угля. Если хотите, установите внутрь банку с индейкой или две банки пива для дополнительной влажности. Я обнаружил, что это не имеет значения. Размер индейки тоже не имеет значения.Я делал это при низких температурах на улице и всегда получал отличные результаты. Размер птицы не имеет значения. Остерегайтесь собак, когда кол вонзится в землю.
Такой способ приготовления индейки потрясающий! Он такой влажный и имеет чудесный аромат дыма !! В мусорном ведре важно сжечь гальвинизирование перед первым приготовлением с ним. Все, что вам нужно сделать, это разжечь по-настоящему горячий огонь внутри, а затем, когда огонь погаснет, выбросить пепел.
Все, что вам нужно сделать, это разжечь по-настоящему горячий огонь внутри, а затем, когда огонь погаснет, выбросить пепел.
Я делал это много раз во время кемпинга летом. Мы обнаружили, что не имеет значения, жарко ли сейчас, холодно или снежно. Всегда отлично получается. Вы также должны попробовать это с парой цыплят друг на друга и сократить время приготовления примерно до 1 часа.Также хорошо использовать свиную корейку или круглый глазок, что еще раз сокращает время приготовления. Приправить по вкусу. Будьте осторожны при снятии банки. Пепел может развеваться, особенно в ветреный день.
Это отличный способ сделать индейку сочной и сочной. Я использовал пивной бочонок с вырезанным дном и углем вокруг дна и сверху бочонка, а затем добавил термометр сбоку, чтобы следить за температурой.Индейка вышла великолепно !!!
Если вы воспользуетесь деревянным дюбелем 3/4 дюйма и поставите на дно форму для торта, он сможет собрать сок и приготовить потрясающую индейку. Сделали это в прошлом году, и это было здорово.
Я занимаюсь этим годами.Мы разбиваем лагерь и делаем это там большую часть времени. за ночь до того, как мы действительно приготовим индейку, мы разводим большой костер и сжигаем все плохое с банки на костре, а на следующий день банка готова для приготовления индейки. Каждый раз это выходит идеально. Не нужно добавлять в него пивные банки или что-нибудь еще. Сочный дымчатый и просто замечательный каждый раз.
Сочный дымчатый и просто замечательный каждый раз.
Я годами делал таких индеек для нашего отряда бойскаутов.Это легкое, вкусное развлечение, отличное место для кемпинга и всегда хит!
Как сделать курильщика из мусорной корзины менее чем за 65 долларов
Поделиться с друзьями!
На прошлых выходных мой невероятно талантливый муж сделал нас собственными курильщиками мусора менее чем за 65 долларов. Вместо того, чтобы пытаться рассказать вам все, как он это сделал, я подумал, что позволю ему объяснить вам это:
В наше время в Техасе у нас была изрядная доля вкусных копченостей.В нашем последнем переезде мы подошли к соседям, которые еженедельно используют свои курилки на заднем дворе, и были достаточно любезны, чтобы при случае предоставить нам часть готовки. Наконец, мы решили окунуться в бассейн техасских курильщиков. Поскольку у нас экономный дешевый, мы не хотели тратить деньги на новенького курильщика из большого магазина коробок из-за роста стоимости курильщиков.
Изначально коптильни были построены из материалов, найденных вокруг усадьбы, и использовались, чтобы позволить более дешевым кускам мяса, которые обычно были жесткими, оставались вкусными и нежными.Не имея под рукой каких-либо материалов, которые можно было бы собрать вместе, я решил основать его на оцинкованном мусорном баке.
При быстром поиске в Интернете я нашел несколько упоминаний, но не нашел хороших объяснений или инструкций по его созданию. На этом этапе я решил построить один с помощью моего соседа, который не только помог в некоторых разрезах, но и предоставил ценную информацию из своего опыта жарки на гриле и курения.
Я должен упомянуть кое-что, что я слышал и видел до и после постройки этого курильщика. Некоторые люди предупреждают об опасности копчения мяса в оцинкованной банке из-за возможности выделения паров цинка в металле банки. Я решил, что это не представляет серьезной угрозы по нескольким причинам.
Некоторые люди предупреждают об опасности копчения мяса в оцинкованной банке из-за возможности выделения паров цинка в металле банки. Я решил, что это не представляет серьезной угрозы по нескольким причинам.
Во-первых, это беспокойство основано на предположении, что кадий, который может выделять токсичные пары, используется для мусорного бака. Кадий фактически не используется в процессе гальванизации мусорного ведра. Цинк используется для гальванизации.
Во-вторых, температура кипения цинка составляет примерно 900 градусов, чего не достигнет курильщик.Наконец, после использования коптильни внутренняя часть банки будет покрыта креозотом, который поможет герметизировать любую опасность возможных паров цинка.
При таком мышлении важно соблюдать осторожность при выполнении любых надрезов в мусорном ведре, а также не допускать попадания углей или угля на оцинкованные поверхности. Но я не профессионал ни в одном из этих вопросов, так что вы захотите сделать свой собственный вывод.
Как сделать курильщика из мусорной корзины менее чем за 65 долларов
Материалы
- Мусорное ведро
- Термометр для гриля
- 3 пакета гаек и болтов # 10-32 × 1/2 (всего 24)
- 4 — оцинкованный болт с шестигранной головкой in x 6 дюймов
- Плоская шайба 8-1 / 4in
- 8 — разъемная стопорная шайба 1/4 дюйма
- Болт 8 — 1/4 дюйма
- Решетка для угля
- Лента из алюминиевой фольги
- 1.5-дюймовая оцинкованная петля
- 2-дюймовая защелка
- 6 небольших банок с кормом для кошек или другой консервной банки
- картон для шаблонов
Как видите, эти фотографии были сделаны после изготовления и использования курильщика, так что это последующие инструкции, а не пошаговые инструкции во время процесса. Кроме того, большая часть измерений / инженерных работ была сделана путем изучения материалов, но, похоже, это сработало.
Первый шаг — вырезать отверстие для двери, чтобы получить доступ к древесному углю / древесине.Я решил использовать сковороды из алюминиевой фольги, чтобы удерживать древесный уголь и древесину, и установил их на кирпичах, чтобы сковорода не нагревала дно мусорного ведра. Дно банки свернуто, так что внутреннее дно находится чуть более чем на 1 дюйм от поверхности, на которой находится банка.
Наблюдая за этим, установив кирпичи на пару деревянных кусков, 5 дюймов — хорошее место для изготовления нижней части двери. Кроме того, в банке есть рулон вокруг этого места, так что еще лучше держать прямую линию при резке.
Для ширины 13 дюймов будет достаточно для доступа ко всей фольге, содержащей уголь. И я выбрал 9 дюймов для высоты двери. Находясь в Техасе, я буду использовать только куски мескита, а не древесную стружку из магазина, поэтому 9 дюймов гарантируют, что небольшие бревна можно будет легко разместить внутри.
Делая какие-либо отметки на банке, я использовал угольник, чтобы дверь была как можно ближе к 90 градусам. Кроме того, на банке много швов, и я использовал их, чтобы убедиться, что все линии в основном прямые.
Затем просто соедините линии прямоугольной двери шириной 13 дюймов и высотой 9 дюймов. Положив банку на козел сбоку и используя ремни для соединения пильных лошадей (чтобы банка не провалилась), вы упростите работу.
После того, как дверь будет размечена, но перед резкой, нам нужно разложить петли и защелку, чтобы удерживать дверь. Я никогда не смогу выпрямить петли. Итак, чтобы упростить задачу, приклейте петли именно там, где вам нужно. Затем используйте это как шаблон, чтобы разметить или просверлить отверстия.
Я просверлил петлю и банку, пока петля была приклеена. Я также прикрепляю все болты к петлям и защелкиваю их в только что просверленных зацепах, прежде чем делать какие-либо разрезы.
Еще одно замечание по этому поводу: предполагается, что защелка будет установлена на плоской поверхности, а не на круглой банке. Чтобы защелка подходила лучше, я обнаружил, что размещение деревянного лома за банкой и удары молотком в месте крепления защелки помогают сгладить поверхность защелки.
Чтобы защелка подходила лучше, я обнаружил, что размещение деревянного лома за банкой и удары молотком в месте крепления защелки помогают сгладить поверхность защелки.
Как только дверь будет размечена, ее можно разрезать любым доступным вам способом. Из-за длины резов лучше всего работала угловая шлифовальная машина с режущим лезвием.
По окончании разреза установите петли / защелку и закрепите разрез лентой из алюминиевой фольги. При прокладке лентой не забудьте придать ленте какой-то выступ, чтобы закрыть этот разрез. Некоторое количество воздуха необходимо, чтобы добраться до огня, чтобы позволить дереву гореть, но мы хотим контролировать это и не позволять ему просачиваться через прорезь вокруг двери.
Хорошо, это было действительно сложно. Затем я попросил моих соседей по кулинарии указать, где, по их мнению, должна располагаться угольная решетка для оптимального копчения. В итоге он был около 17 дюймов в высоту, измеряя снаружи банки. Прикрутите четыре болта к стенке банки. Нам не нужны все шесть дюймов внутри банки, на самом деле только четыре дюйма.
Чтобы усилить эти болты, я установил их в виде гайки → стопорная шайба → шайба крыла → сторона мусорного бака → шайба крыла → стопорная шайба → гайка.Они должны быть примерно напротив друг друга, но, похоже, все нормально.
Затем бросьте туда решетку для угля, просверлите и установите термометр на дюйм или два над решеткой. Это лучшее место для этого, так как мы хотим знать температуру пространства вокруг мяса, когда мы готовим. Бонусные баллы: убедитесь, что он плотный, но его можно вращать, чтобы указать желаемую температуру. Затем все, что вам нужно сделать, это посмотреть на иглу издалека и убедиться, что она направлена прямо вверх.
Сейчас также хорошее время, чтобы накинуть полоску или две ленты из алюминиевой фольги вокруг верхнего края банки, где будет прилегать крышка. Это помогает немного затянуть крышку и запечатать восхитительный дым.
Хорошо, у нас установлена решетка, прорезь двери и установлен термометр. Теперь нам нужны форточки. Сначала я поставил только одно отверстие в верхней части банки, но обнаружил, что все остальное было слишком хорошо запечатано, и мне пришлось добавить еще пару отверстий по бокам банки, чтобы лучше контролировать температуру курильщика.
Проблема заключалась в том, что слишком мало воздуха приводило к дымлению древесины, но не было достаточно горячим. Это было несколько смягчено, если дверь была немного приоткрыта, но это привело к слишком большому количеству воздуха, в результате чего курильщик был намного горячее, чем я хотел. Чтобы сократить бюджет курильщика, я использовал кое-что, что у нас есть — пустые банки с кормом для кошек. На самом деле подойдет любая банка. Если вы действительно в затруднительном положении, вы всегда можете просто просверлить несколько отверстий, но тогда их нельзя будет отрегулировать.
Чтобы установить баллоны для выхлопных газов / вентиляционных отверстий, первым делом необходимо обвести баллончик и вырезать эту секцию.
Чтобы облегчить зрение, вырежьте из картона круг размером с банки, сложите их все вместе и просверлите в центре.
Нарисуйте примерно то, как вы хотите, чтобы вентиляционное отверстие выглядело на картоне, и вырежьте его с помощью бритвенного лезвия.
Просверливание картона при сверлении банок дает вам идеальное место для использования болта, чтобы удерживать картон в центре банки. Затем вы можете использовать это для создания шаблона того, что вы будете вырезать из банки.
Используйте фрезу по своему выбору (я обнаружил, что Dremel лучше всего работает из-за небольшого размера разрезов).
Теперь вы можете использовать болт, чтобы скрепить банки вместе, но оставив его достаточно ослабленным, чтобы банки могли вращаться для открытия / закрытия вентиляционных отверстий.
Лента из алюминиевой фольги невероятно липкая и легко удерживает банку, заклеивая края лентой. Это закроет вентиляционное отверстие и удержит баллончик. Я сделал это как внутри, так и снаружи вентиляционных отверстий.
Это закроет вентиляционное отверстие и удержит баллончик. Я сделал это как внутри, так и снаружи вентиляционных отверстий.
Вот и все. Один полный мусорный бак для курения с дополнительными вентиляционными отверстиями для контроля воздушного потока.
СКАУТЕР Форум
scr — ну, можно выделять пары цинка над костром. Но большой вопрос в том, будете ли вы выделять пары цинка над костром.
Для начала нужно понять, что такое оцинкованная сталь. По сути, это сталь или железо, залитые расплавленным цинком, который химически связывается со сталью или железом, чтобы предотвратить ржавчину.
Во-вторых, нам нужно понять газификацию. Чтобы погасить дым (что является газовым состоянием вещества), твердое вещество, такое как цинк, необходимо сначала превратить в жидкое состояние, а затем его необходимо нагреть, чтобы начать процесс газификации. Думайте, лед для воды для пара. Лед (твердый) не испускает пар. Оставленная таять до воды (жидкости), вода, не нагреваясь, не испускает дыма (пар — газовое состояние воды). Доведите кастрюлю до кипения, и в какой-то момент вода начнет выделять дым (пар), и обычно до того, как она достигнет точки кипения.
Температура плавления цинка составляет 787,24396 градусов по Фаренгейту.
Температура кипения цинка составляет 1664,6 градуса по Фаренгейту.
В какой-то момент между этими двумя температурами цинк начнет выделять пары (газовая форма цинка). Мы знаем, что костры могут достигать температуры не менее 800 градусов по Фаренгейту — точки плавления свинца — во время революционной войны люди плавили свинец над кострами, чтобы сделать пули. В зависимости от используемой древесины, костры могут достигать 1800 градусов по Фаренгейту.Цинк хорошо попадает в этот диапазон. Итак, согласно науке, да, вы могли бы создать газ цинк над открытым костром.
Однако цинк химически связан с другим металлом — обычно с железом, а температура плавления железа составляет 2750 градусов по Фаренгейту.