Сварка оцинковки – Сварка оцинковки полуавтоматом, ручным способом с подбором электродов и точечным методом
Сварка оцинкованной стали
Тонкое цинковое покрытие увеличивает коррозионную стойкость стали. Оцинкованный прокат часто применяется в сварных металлоконструкциях. Чтобы они были прочными, необходимо учитывать разницу температуры плавления цинка и углеродистых сплавов. Поскольку разрушение защитного слоя недопустимо, при сварке оцинкованной стали необходимо соблюдать технологические особенности, сохраняющие целостность цинкового покрытия.
Сварка оцинковки производится несколькими методами: с помощью электродов, присадочной проволоки. Начинающим полезно будет узнать, как сделать качественное соединение, не повреждая защитного покрытия. Знаниями нюансов сварочного процесса делятся сварщики с опытом работы.

Особенности цинкового покрытия
На сталь антикоррозионное покрытие наносится несколькими методами. В зависимости от технологии толщина покрытия оцинкованного листа колеблется от двух до 150 микрон. Прожечь его легко, цинк плавится при температуре +906°С, сталь – при +1100°С. При обычном методе сваривания металла покрытие неизбежно пострадает. Его необходимо покрывать защитным флюсом, который не дает поверхности разогреваться.
Другая сложность сварки оцинковки – высокая токсичность выделяемых защитным покрытием паров. Сварка цинка требует защиты органов дыхания. Покрытие сначала размягчается, затем переходит в газообразное состояние. Эти пары при попадании в дыхательные пути вызывают сильную интоксикацию. Если необходимо монтировать оцинковку, нужно пользоваться масками с принудительным нагнетанием воздуха или работать в хорошо проветриваемом помещении, оснащенным вентиляцией.
Жидкий цинк значительно снижает качество шва. Делает рыхлым, хрупким. Чтобы он не попал в зону разогрева металла, участки в области шва очищают. Удаление цинкового покрытия – обязательная процедура соединения оцинковки. Основные способы очистки поверхности:
- Горячий, когда края заготовки перед сваркой обжигаются газовой горелкой. Быстрый но небезопасный метод, образуется слишком много ядовитых паров.
- Химический метод, обработка деталей кислотой или щелочью. После этого поверхности необходимо промыть и просушить.
- Механический, защитный слой счищается стальной щеткой, шкуркой, другим абразивным материалом.
При зачистке поверхности остальную часть покрытия не трогают, в местах повреждений быстро образуется коррозия.
Выбор электродов
Когда при монтаже оцинкованных металлоконструкций пользуются электродуговой сваркой, обычные электроды для стали не подойдут. Чем варится оцинковка? Нужны расходные материалы (электроды или проволока для полуавтоматов) с рутиловым покрытием. Для низкоуглеродистых сплавов приобретают электроды типов:
- АНО-4, рассчитаны на сварку оцинковки при постоянном и переменном токе;
- МР-3, требуют напряжения холостого хода не менее 50 В;
- ОЗС-4, аналоги сварочной проволоки СВ08А, СВ08. Марки с высоким содержанием флюсов: УОНИ-13/45, УОНИ-13/55, ДСК-50. Они применяются для любых видов оцинковки, в том числе для сварки высокоуглеродистых сплавов, когда нужно высокое качество шва. Содержит карбонаты и фтористые соединения. Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.

Электроды МР-3, требуют напряжения холостого хода не менее 50 В
Способы сварки оцинкованного металла
Для соединения оцинковки можно использовать газовую и электродуговую сварку. Возможна точечная, такой метод применим на предприятиях. Для точечной сварки оцинковки нужны специальные автоматы. В условиях гаража чаще применяется электродуговая сварка оцинковки с использованием защитных флюсов, специальных электродов или проволоки, реже – полуавтоматическая, она примется в автомастерских, на производстве, требует дорогостоящего оборудования. У каждого метода сварки оцинковки металлоконструкций есть свои преимущества. Знакомство с преимуществами и недостатками каждого поможет определиться с выбором аппарата. Чем и как варить оцинковку, зависит от опыта работы сварщика. Использование традиционных сварочных аппаратов для оцинковки требует навыков. Новичкам будет трудно выдерживать ампераж. Сложно не допускать непроваров или прожогов. Инвертор или полуавтомат в этом плане предпочтительнее.
Что важно знать при любом виде сварки:
- шов делается методом наплыва, с частым отрыванием электрода;
- варочная ванна продлевается поэтапно, сразу варить большие участки рискованно;
- до расплавления стали цинк должен выгореть полностью, иначе металл на шве вспучится, на нем образуются трещины после охлаждения;
- оцинкованная сталь толще 4 мм перед заделкой соединения обрабатывается: по краям делается фаска на треть толщины листа, это необходимо для образования глубинного шва.
Сварка полуавтоматом
Качественный шов получается в атмосфере углекислого газа или аргона. При сварке оцинкованного металла полуавтоматом газ подается вместе с присадочной или электродной проволокой по рукаву. Параметры присадки зависят от толщины оцинковки:
| Толщина оцинковки | Диаметр проволоки |
|---|---|
| До 4 мм | 0,6 — 0,8 мм |
| 4 мм | 0,8 — 1 мм |
| Свыше 4 мм | 1 — 1,2 мм |
Минусы использования полуавтомата:
- нельзя пользоваться им на ветру, при работе мощной вентиляции возникают проблемы;
- необходимо приобретать габаритные баллоны с газом;
- нужны жесткие шланги подачи защитного газа (рукава).
Плюсы полуавтоматической сварки оцинковки:
- допустима работа без защитной атмосферы;
- гарантирована ровность шва;
- легче выдерживать параметры тока.
Существует ряд особенностей работы с полуавтоматом:
- тонкий металл сваривается точечно, чтобы не допускать прожогов;
- при напряжении ниже 220 В размер присадочной проволоки уменьшают на 0,2 мм;
- для метода без использования защитного газа выбирается электродная присадочная проволока;
- клемма с положительным контактом цепляется к заготовке, минус подводится к присадке.
Сварка оцинковки полуавтоматом
Сварка инвертором
Инвертор нужен при работе с тонкой оцинковкой, меньше 2 мм. Сварку оцинкованных деталей производят током обратной полярности, на заготовку крепится минусовой контакт. Держатель электрода должен быть подключен к плюсу. При таком подключении электрод быстро разогревается, для зажигания хватает пары секунд.
С помощью инверторов оцинковку качественно сваривают даже начинающие. Электрод не затухает, ровно идет по соединению. Образуется прочный шов без дефектов.
Нюансы инверторной сварки оцинковки:
- удобнее использовать тонкие электроды, стык заваривается аккуратно, образуется ровный валик;
- движения электродом должны быть плавными, размеренными, при резких рывках возможны повреждения цинкового покрытия;
- для тонких листов выставляют низкие параметры тока;
- электрод сильно не наклоняют, максимальный угол к заготовке не больше 45°, при большом наклоне легко прожечь металл, испортить качество шва.

Сварка оцинковки инвертором
Полезные советы
Специалисты рекомендуется обращать особое внимание на некоторые моменты:
- После зачистки соединения стальной щеткой требуется восстановление цинкового покрытия специальными защитными составами. Они бывают в аэрозольных упаковках, в небольших емкостях. Ими обрабатывают шов и место присоединения клеммы (крокодильчика).
- На стыках увеличивают силу тока до 15 ампер, а скорость движения электрода снижают; должен образоваться плотный валик, способный выдержать динамическую нагрузку на изгиб.
- Короткая дуга позволяет контролировать качество шва, меньше разбрызгивается металл ванны. Снижается вероятность прожигания цинкового покрытия искрами.
- Настройка оборудования производится на низкотоковые режимы. На полуавтомате выставляется режим «Synergic», на инверторах – на 5-10 ампер ниже табличных значений.
- Начинающие не должны забывать проверять качество шва. После снятия шлака он визуально осматривается, аккуратно простукивается, так проще выявить дефект.
svarkaprosto.ru
присадочные материалы и режим работы
Сварка оцинкованной стали представляет собой процесс, основанный на вводе в изделие (сталь) низкого содержания тепла, что приводит к дальнейшему расплавлению используемого присадочного материала. Сварка стали сегодня применяется во многих типах строительных работ для креплений различных конструкций, листов, каркасов и прочего.

Схема процесса цинкования стали.
Современные требования, которые предъявляются к защите металлов от коррозии во время работы и после нее, все больше сводятся к применению материалов, уже покрытых защитным слоем.
Особенности технологии сварки оцинкованной стали
Сам цинковый слой может составлять 1-20 мкм, такие элементы часто используются не только в строительстве, но и в автомобилестроении, бытовой технике, при установке кондиционеров и вентиляционных систем.
Цинк имеет катодную защиту от коррозии, которая остается эффективной даже при наружном повреждении, то есть при сварке остается защищенным слой стали, подпленочная коррозия на цинковом слое кромки срезов уже полностью исключается.
Так в чем же состоит сущность такого процесса, как сварка и пайка оцинкованного листа? Сам цинковый слой начинает плавиться уже при плюс 420 градусах, а при плюс 906 — цинк начинает испаряться.
Именно это и создает определенные трудности при сварке, так как при зажигании сварочной дуги происходит резкое испарение цинкового слоя, что может привести к таким негативным последствиям, как появление трещин, образование пор, нестабильность сварочной дуги и прочее.
Таблица свариемости сталей.
Именно поэтому сварка стали с оцинкованным слоем предполагает использование специального присадочного материала, то есть это пайка оцинкованного листа в определенной среде защитного газа при помощи медьсодержащей проволоки. Наиболее часто используются такие типы присадочного материала, как медно-кремниевые и алюминиево-бронзовые проволоки.
Использование такой технологии имеет следующие преимущества:
- полное отсутствие коррозии основного материала и сварочного шва;
- малое выгорание рабочей поверхности;
- минимальное разбрызгивание раскаленного материала при сварке;
- малое тепловложение;
- катодная защита стали (основного материала) в области рабочего шва;
- последующая обработка шва отличается крайней простотой.
Присадочные материалы для сварки
Присадочные материалы, использования которых требует сварка и пайка оцинкованного листа, имеют невысокую точку плавления, что обусловлено наличием большого количества меди в их составе. Эта точка имеет значение примерно плюс 950–1080 по Цельсию, основной материал, то есть сталь, при этом не плавится. Такая сварка является, скорее, обычной пайкой, но с очень прочным соединением.
Влияние присадочного материала на сварку.
При пайке применяют такие присадочные материалы, как CuSi3, CuAl8, CuSi2Mn. Чаще всего используется первый вид, который хоть и отличается небольшой прочностью, но очень прост при дальнейшей механической обработке. Текучесть этого материала определяется содержанием кремния, при его высоком значении плавление очень вязкое, что требует жесткого контроля легирующих добавок.
CuSi2Mn с однопроцентным содержанием марганца обеспечивает повышенную жесткость, но механическая обработка такого материала довольно трудна. CuAl8 применяется в основном для листов с покрытием из материалов, содержащих алюминий.
Сварка-пайка оцинкованного листа основана на принципе перехода стали в шов, то есть импульсную сварочную дугу. Но при применении для толстого цинкового слоя большое количество возникающих испарений может привести к нестабильности самого процесса сварки. Поэтому специалисты делают короткую дугу, которая обладает большей стабильностью, но тут предъявляются очень высокие требования к источникам питания, характеристикам регулировки.
Переход материала в шов без короткого замыкания достигается путем выбора параметров импульсного тока и в среде, богатой аргоном, защитным газом.
При оптимальном варианте капля присадочного материала должна отрываться от проволоки по импульсу, то есть такой процесс практически полностью защищен от раскаленных брызг. При этом надо помнить, что различные по составу материалы и газы требуют совершенно различных импульсов!
Сварка стали с оцинкованным покрытием рекомендуется при небольшой силе тока, чтобы дуга была стабильной. Материал при этом нагревается не очень сильно, а испарение цинка сводится к минимуму. В результате – небольшое количество спор на сварном шве, что увеличивает качество материала.
Режим сварки
Пайка оцинкованного листа часто осуществляется при помощи режима синержик, это обеспечивает довольно высокое качество. Этот режим сварки с цифровым управлением и запрограммированными параметрами для каждой отдельной комбинации проволоки с газом.
Особенность его состоит в том, что производители сразу оптимизируют необходимые параметры для основных типов присадочных проволок, то есть оператору остается только выбрать необходимый режим, а встроенный микропроцессор сам позаботится о бесступенчатом выборе необходимой мощности от минимума до максимума.
Подача материалов
Влияние режима сварки на форму шва.
Часто при сварке используются мягкие бронзовые проволоки, которые очень требовательны к механизму подачи. Присадочная проволока должна идти плавно, без трения. Для этого необходим четырехроликовый привод с подающими. Обычно все ролики гладкие, имеют полукруглую канавку.
Основной предпосылкой для отличной, бесперебойной подачи присадочного материала является точное вхождение самой проволоки в контактный наконечник. Надежный контакт, передающий ток на бронзовую проволоку, обеспечивает точно подобранный контактный наконечник.
Примеры сварки листов
Сварка стали с оцинкованным слоем используется для любых типов металла, начиная от низколегированных до нержавеющих. При этом незначительное выгорание в области шва обуславливается небольшим тепловложением, низкими температурами при плавлении присадочных проволок.
Для этого процесса подходят все виды сварочных позиций и швов, которые обычно применяются при работах в средах защитного газа. Вертикальные швы, которые идут сверху вниз и снизу вверх, выполняются в отличном качестве, так же как и потолочные позиции. Скорость сварочного процесса довольно высока, она может достигать до ста сантиметров за одну минуту.
Особенность применения такой сварки в средах с защитным газом с использованием короткой дуги состоит в том, что шов получается выпуклый, а это дает ограничения прочности. При этом пайка с твердым припоем может стать причиной коробления трубы. Но тут возможен и другой вариант – вогнутый шов, небольшое тепловложение в сам материал стального листа.
Поэтому при использовании такого типа сварочных работ необходимо довольно большое внимание уделять выбору присадочного материала, согласно общим требованиям по прочности и жесткости изделия.
Похожие статьи1profnastil.ru
Сварка оцинкованной стали
В целях повышения долговечности эту сталь применяют довольно широко в автомобилестроении и т. п. Цинк предохраняет поверхность стали от электрохимической коррозии на длительное время. Эта сталь достаточно хорошо штампуется, сваривается и окрашивается. Цинковое покрытие считается в условиях эксплуатации автомобиля более долговечным, чем многослойные лакокрасочные покрытия. В целях защиты от коррозии из такой стали изготовляют только наиболее уязвимые детали кузова автомобиля. Например, в США в среднем на один автомобиль расходуется до 90 кг горячеоцинкованной и 9 кг стали с гальваническим покрытием.
Для цинкования часто используют холоднокатаную низкоуглеродистую сталь 08кп, широко применяемую в штампо-сварных конструкциях. Покрытие можно наносить горячим способом (окунанием) или в гальванических ваннах. Первый считается более производительным и дешевым, последний дает более равномерный слой, что благоприятнее для сварки. Горячим цинкованием изготовляют основную массу оцинкованного металла.
Технология цинкования должна исключать образования интерметаллидов железа с цинком, так как эти соединения делают металл менее пластичным и непригодным для штамповки. При сварке металла возможны трещины. На снижение пластичности влияет образование неравновесных структур при отжиге и цинковании, а также возможно появление водородной хрупкости.
В зависимости от назначения применяют легкие, средние и тяжелые покрытия, различающиеся толщиной, задаваемой массой покрытия на единицу площади. В легких покрытиях масса цинка на 1 м2 составляет 120—275 г, средних 245—410 г и тяжелых 390—685 г при средней толщине покрытия соответственно 14,21 и 30 мкм.
В целях снижения расхода цинка и улучшения свариваемости применяют стали с односторонним покрытием или двусторонним, но разной толщины. Например, специально для автомобилестроения разработано дифференцированное покрытие с толщиной слоя цинка на лицевой стороне 2,5—6 мкм, а на стороне, более подверженной коррозии, 20—25 мкм. Толщина покрытия влияет на свариваемость. С увеличением его толщины свариваемость ухудшается, требуются увеличение сварочного тока, изменение цикла сварки, более частая зачистка рабочих поверхностей электродов.
Оцинкованная сталь должна поступать с чистой поверхностью, свободной от масла, грязи и остатков смазки, применяемой при штамповке. Появление на поверхности стали (при ее длительном хранении в условиях повышенной влажности и температуры) окислов цинка (белый налет) препятствует сварке, и их следует удалять.
Сварка оцинкованной стали не требует применения специального оборудования. В связи с более низким контактным сопротивлением, вызванным увеличением площади контакта в месте сварки, необходимо повышение силы сварочного тока. Чем толще цинковое покрытие, тем меньше сопротивление в месте сварки, тем требуется большее повышение силы тока.
Интенсивное увеличение диаметра контактных площадок замедляет повышение температуры центрального столбика металла и вызывает более позднее формирование литого ядра. По мнению исследователей, это приводит при сварке сталей с покрытиями к значительно большему разбросу значений диаметра литого ядра и нагрузки на срез, так как ядро формируется за более короткое время.
В табл. 7 приведены режимы сварки для стали, имеющей среднее гальваническое покрытие. По сравнению с жесткими режимами (см. табл. 3, режим А), для сварки непокрытых сталей в этих режимах увеличены усилие на электродах до 40%, продолжительность импульса сварочного тока до 90% и сила сварочного тока до 20%. Одновременно в этих же соединениях увеличивается и разрушающее усилие частично благодаря дополнительной прочности, полученной за счет сплавления цинка вокруг ядра. Эти же режимы сварки применяют при отношении толщин не более 1:2.
| Толщина каждой детали, мм | Диаметр контактной поверхности электрода, мм | Усилие на электродах, кгс | Продолжительность импульса сварочного тока, с | Сила сварочного тока, кА | Диаметр литого ядра, мм | Разрушающее усилие при срезе на точку, кгс |
| 0,8 | 4,0 | 215 | 0,22 | 10,5 | 4,3 | 420 |
| 0,9 | 4,5 | 250 | 0,24 | 11,0 | 4,6 | 500 |
| 1.0 | 5,0 | 285 | 0,26 | 12,5 | 5,0 | 635 |
| 1,3 | 5,5 | 380 | 0,36 | 14,0 | 5,8 | 910 |
| 1,5 | 6,5 | 487 | 0,46 | 15,0 | 6,6 | 1135 |
| 1,9 | 8,0 | 635 | 0,56 | 19,5 | 7,9 | 1450 |
| 2,4 | 9,0 | 820 | 0,64 | 24,0 | 9,0 | 1910 |
| 2,8 | 10,5 | 1000 | 0,78 | 28,5 | 10,4 | 2315 |
Коррозионная стойкость в месте сварки несколько снижается (до 20%) из-за частичного разрушения покрытия под электродами. Время проковки после выключения сварочного тока необходимо увеличивать, например, до 0,4 с для сварки стали толщиной 1,6 мм. В этот момент слой цинка, расплавленный при сварке, застывает и в меньших количествах переходит на контактную поверхность электродов. В некоторых источниках для металла толщиной свыше 1,5 мм рекомендуется применять повышенное усилие проковки в целях повышения стабильности прочностных показателей и улучшения стойкости электродов (табл. 8).
| Толщина каждой детали, мм | Усилие на электродах, кгс | Продолжительность, с | Сила сварочного тока, кА | Диаметр литого ядра точки, мм | Разрушающее усилие при срезе на точку, кгс | ||
| при сварке | при проковке | импульса сварочного тока | проковки | ||||
| 1,65 | 205 | 475 | 0,5 | 0,33 | 11,5 | 7,1 | 1250 |
| 2,74 | 320 | 900 | 0,8 | 0,51 | 15,5 | 8,9 | 3000 |
| 3,50 | 680 | 1170 | 1,2 | 0,83 | 19,0 | 12,2 | 4300 |
При сварке оцинкованных сталей применяют электроды из бронзы типа БрХ или сплава БрХЦр, имеющего большую стойкость.
Электроды применяют с рабочей поверхностью в виде усеченного конуса с углом заточки 120—140°. Электроды со сферической заточкой (радиус сферы 75 мм) используют в тех случаях, когда трудно обеспечить перпендикулярность оси электрода к сварочной поверхности. Важно обеспечить интенсивное охлаждение электродов при расходе воды не менее 7 л/мин. Контактную поверхность электродов следует периодически зачищать и заправлять. При сварке стали толщиной до 2,5 мм со средним покрытием эту операцию производят после 1000 точек. С возрастанием толщины свариваемых деталей и толщины покрытия стойкость электродов падает.
Резко ухудшается вид места сварки и снижается стойкость электродов при сварке оцинкованной стали на многоточечных машинах с односторонним токоподводом. Лучшие результаты получаются при сварке непокрытой стали с оцинкованной, если непокрытую сталь расположить со стороны вторичного контура сварочного трансформатора. Плотность тока в контакте электрод — деталь при этом снижается. Для сварки двух оцинкованных листов следует использовать обычную двустороннюю сварку или схему со спаренными трансформаторами, что также облегчает условия работы электродов в результате снижения токов шунтирования.
Статическая прочность на срез сварных соединений из оцинкованной стали несколько выше, чем у непокрытых благодаря дополнительной прочности, полученной за счет сплавления цинка вокруг литого ядра. Прочность при переменных нагрузках также возрастает. Критерием ее оценки обычно является отношение
предела выносливости к максимальной статической прочности на срез, которое для оцинкованных и непокрытых сталей толщиной 1 мм равно соответственно 0,5 и 0,3. Эта разница снижается при увеличении толщины, что объясняется уменьшением эффекта действия соединения, вызванного сплавлением цинка вокруг литого ядра.
www.stroitelstvo-new.ru
Точечная сварка оцинкованных листовых материалов в серийном производстве
Рассмотрены вопросы стабилизации качества точечной сварки за счет автоматической корректировки режимов при серийном производстве изделий из листовых материалов с различными типами гальванических покрытий на основе цинка.
В последние годы происходит интенсивное внедрение в промышленности листового металлопроката с защитными покрытиями различных типов. В автомобилестроении и металлообработке листовая сталь с металлическими покрытиями используется, в основном, для изготовления автомобильных кузовов, компонентов шасси, корпусных и рамных конструкций. Изготовление этих конструкций часто требует использования методов контактной сварки сопротивлением для автоматизации или роботизации процессов сварки.
Исследования, проведенные до настоящего времени в различных научно- исследовательских центрах, включая Instytut Spawalnictwa, выявили закономерности сварки деталей с покрытиями, что позволило внедрить методику контактной сварки сопротивлением при монтаже элементов ответственных конструкций.
В настоящее время в промышленном производстве контактной сваркой сопротивлением свариваются детали, оцинкованные холодным и горячим методами. При этом металл покрыт тонкими однородными слоями с высокой прочностью сцепления с основным материалом и пассивированным поверхностным слоем.
В связи с тем, что основной потребитель оцинкованного листового металлопроката — автомобилестроение, проведено много испытаний и исследований с точки зрения применения его для изготовления коррозионностойких сварных автомобильных кузовов. Учитывая необходимость использования оцинкованных листов в автомобилестроении, следует принимать во внимание, что цинково- никелевые покрытия с дополнительным органическим слоем (например, с повышенным содержанием Si02) являются наиболее предпочтительными. Среди новейших разработок имеются листы с органическими покрытиями, показанные на Рис.1. Листы, покрытые органическим поверхностным слоем, содержащим молекулы цинка, с трудом поддаются сварке, при использовании же покрытия тонким органическим слоем (приблизительно 1 мкм) на хромистой основе (Рис. 1а) значительно повышает свариваемость.
Металлические пластины с защитными покрытиями и дополнительными органическими слоями (а- легко поддающаяся сварке пластина, б — трудносвариваемая пластина).При большом количестве сварных точек увеличение диаметра рабочей поверхности электрода становится существенным фактором ухудшения качества сварного шва. При этом наблюдается снижение плотности сварочного тока, что, в свою очередь, снижает тепловложения в зоне сварки. С другой стороны, при этом снижается усилие сжатия электрода, что требует увеличения тока сварки и, следовательно, приводит к повышенным тепловложения в зоне контакта “электрод-пластина”.
Постоянное налипание материала покрытий и продуктов их окисления на торец электрода при увеличении его площади оказывает дополнительный существенный эффект на тепловую энергию, выделяющуюся в зоне контакта “электрод-пластина”, а также на качество и повторяемость процесса сварки. Считается, что обычно эти изменения состояния рабочей поверхности электрода и его формы приводят к уменьшению литого ядра сварной точки и к изменению ее строения.
Все эти факторы сварки зависят, в основном, от материала электродов и формы его рабочей поверхности, а также, в определенной степени, от материала покрытия. Тип покрытия металла определяет состояние рабочей поверхности электрода, его деформацию и загрязнение материалом покрытия и продуктами сгорания.
Серийная точечная сварка стали, покрытой тонкими металлическими покрытиями
Учитывая комплексный характер проблем сварки сопротивлением пластин, покрытых металлическими покрытиями, процесс их точечной сварки может считаться приемлемым при условии успешного внедрения в серийном производстве. Начальные режимы сварки могут быть выбраны на основе рекомендаций или номограмм, имеющихся в технической литературе, в которых учтены толщина
свариваемых пластин, форма и размеры электродов. При этом с учетом влияния износа рабочей поверхности электрода, контактирующей с материалом покрытия в течение длительного процесса сварки, корректировка параметров режима сварки при выполнении серии точек является крайне необходимой.
В автоматизированных сварочных постах этап очистки и корректировки формы электрода после выполнения 100 — 200 точек может программироваться в рабочем цикле при зачистке специальными фрезами с пневматическим приводом. Стабильность режима сварки в ручных операциях трудноуправляема. В промышленной практике наиболее эффективное решение — корректировка значения сварочного тока, если в процессе сварки используются точечные машины, оборудованные современными системами управления.
Изготовители сварочных машин и систем управления предлагают оборудование с контролем стабилизации значения сварочного тока и возможности его корректировки в сварочном цикле, что необходимо для выполнения точек требуемого качества.
Функциональное качество сварных соединений всегда являлось превалирующим аспектом в оценке совершенства принятой технологии сварки. В случае точечной сварки металлических покрытых пластин, таким критерием является получение требуемого качества сварной точки для каждой серии, с точки зрения как прочности точки, так и ее строения. В пределах одной серии сварные точки могут иметь различное строение. Поперечные разрезы сварных точек, полученных при сварке на переменном токе, показаны на рис. 2-4. Основная проблема заключается в том, чтобы скорректировать значения сварочного тока таким образом, чтобы точки имели надлежащие размеры и строение, типа А — как на Рис. 2, на протяжении всей серии. Очень опасно изменение размеров и строение швов в течение цикла. Могут образовываться швы типа В — с литым ядром меньшего диаметра — или типа С и D — с кольцевой структурой ядра (С — если область непровара мала). Если рабочие концы электрода сильно загрязнены, могут появляться точки типа Е, т.е. без образования литого ядра.
Правильно выполненная сварная точка с получением строения и размеров литого ядра типа А — Травление: Nital. X 25Сварная точка типа D с кольцевым ядром и большой центральной областью без провара. Травление: Nital х 25Сварная точка типа Е, полученная без образования литого ядра. Травление: Nital х 25Корректировка значений сварочного тока будет зависеть от вида и толщины свариваемых пластин, а также от размеров электрода, типа сварочной машины (на переменном или постоянном токе инверторного типа) и многих других факторов. В алгоритме изменения сварочного тока в течение цикла, разработанного в Instytut Spawalnictwa, приняты дополнительно во внимание такие факторы, как скорость охлаждения электрода и твердость его материала:
где: Iо — первоначальное значение сварочного тока [А]; Iв — значение сварочного тока для n-шва [А]; а — скорость охлаждения электрода; g — толщина пластины [мм]; Т — твердость электрода [твердость по Виккерсу, 30]; R — радиус рабочего торца электрода [мм]; n — количество свариваемых точек; А — константа.
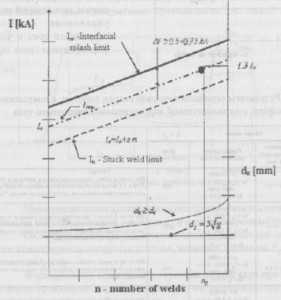
Схема изменений сварочного тока при серийной точечной сварке с использованием вышеупомянутого алгоритма показано на Рис. 5. Все точки в серии имеют гарантированные размеры (диаметр сварной точки больше 5Vg [мм]). Строение сварной точки правильное, с образованием литого ядра сферической формы. Механические свойства сварных соединений также постоянны для всей серии.
При увеличении значения сварочного тока на 30 %, можно определить конечное число точек на основе алгоритма изменений значения сварочного тока:
В определенных условиях корректировка значений сварочного тока может быть проведена более тщательно. В таблице 1 приведены результаты серийной точечной сварки пластин с покрытиями типа Solplex. Сварка проводилась с использованием сварочной машины на переменном и постоянном (от источника питания инверторного типа) токе с автоматической корректировкой его значения. Видно, что проведение сварки с использованием сварочных машин с источниками питания инверторного типа позволяет значительно повысить количество бездефектных точек по сравнению с использованием машин на переменном токе.
 Пример технологии сварки, при которой стабилизация сварочного тока и корректировка его величины рассчитываются по алгоритму В = Io + s.
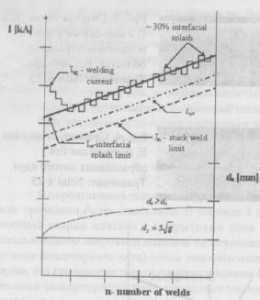
Пример технологии сварки, при которой стабилизация сварочного тока и корректировка его величины рассчитываются по алгоритму В = Io + s.Серийная точечная сварка может проводиться также на основе другого алгоритма изменений значений сварочного тока. Некоторые автомобилестроительные компании предлагают выполнение сварных точек с такой корректировкой значения сварочного тока, при которой в 30 % случаев происходит выплеск металла. Это вызвано слишком высоким сварочным током относительно его оптимальных значений. Предполагается, что такой способ сварки гарантирует получение швов с достаточно большими сварными точками. Пример такой технологии сварки показан на рис. 6. Однако, этот процесс может применяться в серийном производстве только тогда, когда сварочные посты оборудованы системами регистрации динамического сопротивления области сварки и корректировки значения сварочного тока, обеспечивающих возможность его изменения в зависимости от количества сварных точек, и, дополнительно, в соответствии с уменьшением электрического сопротивления во время сварки n-ой точки.
 Пример технологии сварки, при которой происходит управление стабилизацией сварочного тока и условиями формирования грата.
Пример технологии сварки, при которой происходит управление стабилизацией сварочного тока и условиями формирования грата.Результаты серийной точечной сварки пластин, с покрытиями тина Solplex, с автоматической корректировкой сварочного тока
Точечная сварка пластин с металлическими покрытиями толщиной более 15 мкм
Точечная сварка пластин с толстыми цинковыми покрытиями сложна, особенно при проведении серийной сварки. Толстые цинковые покрытия наносятся методом погружения; допуск толщины слоя — несколько микрометров и даже больше. Величина расхода электродного материала, которую для таких процессов трудно рассчитать и, как следствие, скорректировать, в основном за счет увеличения сварочного тока, приобретает в этом случае существенное значение.
В то время, как в мелкосерийном производстве поддержание стабильности режима процесса может быть осуществлено непрерывной очисткой рабочей поверхности электрода для сохранения его размеров, в крупносерийном производстве такая обработка дорогостояща и не обеспечивает качества сварки.
В Instytut Spawalnictwa в Gliwice была разработана специальная программа для точечной сварки материалов этого вида.
Схема трехступенчатой программы для серийной точечной сварки пластин с толстыми оцинкованными покрытиями приводится на рисунке ниже.
Схема трехступенчатой программы точечной сваркиЭтап 1 . Удаление цинкового покрытия из центральной контактной поверхности (Относительно высокое значение давления Р, и низкий сварочный ток I1,)
Этан 2. Охлаждение области соединения, защита контактной поверхности от окисления атмосферным воздухом (низкое значение давления Р2, отсутствие сварочного тока I2 = 0).
Этап 3. Формирование правильного строения литого ядра при непрерывном контроле параметров сварки (параметры — как в случае сварки пластин без покрытия) I3 = стабилизация и контроль; Р3 — контроль.
На первом этапе программы сварки материал покрытия удален из центральной контактной области, а рабочие поверхности электрода пригнаны к поверхности пластины без повреждения покрытия. Электрическое сопротивление центральной контактной поверхности увеличено, в то время как сопротивление контактов «пластина- электрод» уменьшено. Этот эффект достигнут в результате применения повышенного усилия сжатия электрода при относительно низком электрическом токе.
На втором этапе программы, во время охлаждения металла в зоне сварки, происходит остывание расплавленного кольцевого материала покрытия, защищающего центральную область контакта от атмосферного воздуха, в то время, как происходит дальнейшее увеличение электрического сопротивления центральной области, что благоприятно с точки зрения образования правильного строения сварной точки.
На третьем этапе формируется литое ядро. Благодаря условиям, обеспеченным на первом и втором этапах, параметры сварки на третьем этапе (ток, усилие сжатия и время) приближаются к оптимальным параметрам сварки пластин без покрытия.
Использование трехступенчатой программы сварки пластин с толстыми цинковыми покрытиями позволяет:
- Избежать разрушения структуры металла покрытий и, следовательно, обечпечить хорошую коррозионную стойкость и безупречный внешний вид соединений. Не требуется какая-либо дополнительная защита поверхности шва, например окрашиванием.
- Минимизировать кавитацию на поверхности контакта “электрод-пластина”, и, следовательно, обеспечить возможность применения для изготовления электрод широкой номенклатуры материалов класса А2, в том числе с волокнистой структурой.
- Снижение загрязнения рабочей поверхности электрода цинком и его соединениями, а также хорошая гладкость их поверхности обеспечивают наиболее высокий срок службы электрода при использовании твердых материалов (более чем 150 НВ).
- Корректировать параметры сварки согласно установленному алгоритму и проводить механизацию и автоматизацию сварки деталей с такими покрытиями за счет стабильности режима сварки.
- Получать сварные точки высочайшего качества без грата и с минимальным нагревом покрытий в местах контакта с электродами, что существенно уменьшает неблагоприятное воздействие цинка и его соединений на окружающую среду.
Современное развитие методов сварки позволяет внедрить новые технологии сварки деталей с толстыми цинковыми покрытиями в серийном производстве, что на практике приносит реальные технические, экономические, организационные и экологические выгоды.
Выводы
- Применение правильной корректировки сварочного тока при серийной точечной сварке приводит к увеличению количества точек со структурой А, но, поскольку рабочие поверхности электродов изнашиваются, структура металла шва приближается к типам С или В. Механические свойства сварных точек становятся все более дифференцированными.
- Сварка с использованием чрезмерно загрязненных электродов приводит к получению точек без сформирования литого ядра, характеризуемых относительно низкой прочностью (тина Е).
- Сварные точки, полученные при использовании инверторного источника питания на постоянном токе характеризуются существенно лучшим строением (типа А), чем точки, выполненные на переменном токе (встречаются точки типов В и С). Большинство сварных точек в серии обладало требуемыми механическими и геометрическими характеристиками, установленными при проведении испытаний на разрыв и сдвиг и при анализе поперечных шлифов, соответственно.
- Точки, выполненные с использованием электродов со сферическими рабочими поверхностями, имеют лучшее качество, чем с плоскими.
- Определение коэффициента корректировки сварочного тока для серийной точечной сварки пластин с дополнительным органическим покрытием, требует в определенных условиях производства учета как механических свойств соединений, так и строения точек.
- Односторонняя сварка пластин с толстыми металлическими (более 15 мкм) покрытиями требует применения специальной программы сварки, в которой учитываются изменяющиеся значения силы сварочного тока и давления.
Также Вам будет интересно:
chiefengineer.ru
Сварка оцинкованной стали
Точечная сварка оцинкованных листовых материалов в серийном производстве
Рассмотрены вопросы стабилизации качества точечной сварки за счет автоматической корректировки режимов при серийном производстве изделий из листовых материалов с различными типами гальванических покрытий на основе цинка.
В последние годы происходит интенсивное внедрение в промышленности листового металлопроката с защитными покрытиями различных типов. В автомобилестроении и металлообработке листовая сталь с металлическими покрытиями используется, в основном, для изготовления автомобильных кузовов, компонентов шасси, корпусных и рамных конструкций. Изготовление этих конструкций часто требует использования методов контактной сварки сопротивлением для автоматизации или роботизации процессов сварки.
Исследования, проведенные до настоящего времени в различных научно- исследовательских центрах, включая Instytut Spawalnictwa, выявили закономерности сварки деталей с покрытиями, что позволило внедрить методику контактной сварки сопротивлением при монтаже элементов ответственных конструкций.
В настоящее время в промышленном производстве контактной сваркой сопротивлением свариваются детали, оцинкованные холодным и горячим методами. При этом металл покрыт тонкими однородными слоями с высокой прочностью сцепления с основным материалом и пассивированным поверхностным слоем.
В связи с тем, что основной потребитель оцинкованного листового металлопроката — автомобилестроение, проведено много испытаний и исследований с точки зрения применения его для изготовления коррозионностойких сварных автомобильных кузовов. Учитывая необходимость использования оцинкованных листов в автомобилестроении, следует принимать во внимание, что цинково- никелевые покрытия с дополнительным органическим слоем (например, с повышенным содержанием Si02) являются наиболее предпочтительными. Среди новейших разработок имеются листы с органическими покрытиями, показанные на Рис.1. Листы, покрытые органическим поверхностным слоем, содержащим молекулы цинка, с трудом поддаются сварке, при использовании же покрытия тонким органическим слоем (приблизительно 1 мкм) на хромистой основе (Рис. 1а) значительно повышает свариваемость.
Металлические пластины с защитными покрытиями и дополнительными органическими слоями (а- легко поддающаяся сварке пластина, б — трудносвариваемая пластина).При большом количестве сварных точек увеличение диаметра рабочей поверхности электрода становится существенным фактором ухудшения качества сварного шва. При этом наблюдается снижение плотности сварочного тока, что, в свою очередь, снижает тепловложения в зоне сварки. С другой стороны, при этом снижается усилие сжатия электрода, что требует увеличения тока сварки и, следовательно, приводит к повышенным тепловложения в зоне контакта “электрод-пластина”.
Постоянное налипание материала покрытий и продуктов их окисления на торец электрода при увеличении его площади оказывает дополнительный существенный эффект на тепловую энергию, выделяющуюся в зоне контакта “электрод-пластина”, а также на качество и повторяемость процесса сварки. Считается, что обычно эти изменения состояния рабочей поверхности электрода и его формы приводят к уменьшению литого ядра сварной точки и к изменению ее строения.
Все эти факторы сварки зависят, в основном, от материала электродов и формы его рабочей поверхности, а также, в определенной степени, от материала покрытия. Тип покрытия металла определяет состояние рабочей поверхности электрода, его деформацию и загрязнение материалом покрытия и продуктами сгорания.
Серийная точечная сварка стали, покрытой тонкими металлическими покрытиями
Учитывая комплексный характер проблем сварки сопротивлением пластин, покрытых металлическими покрытиями, процесс их точечной сварки может считаться приемлемым при условии успешного внедрения в серийном производстве. Начальные режимы сварки могут быть выбраны на основе рекомендаций или номограмм, имеющихся в технической литературе, в которых учтены толщина
свариваемых пластин, форма и размеры электродов. При этом с учетом влияния износа рабочей поверхности электрода, контактирующей с материалом покрытия в течение длительного процесса сварки, корректировка параметров режима сварки при выполнении серии точек является крайне необходимой.
В автоматизированных сварочных постах этап очистки и корректировки формы электрода после выполнения 100 — 200 точек может программироваться в рабочем цикле при зачистке специальными фрезами с пневматическим приводом. Стабильность режима сварки в ручных операциях трудноуправляема. В промышленной практике наиболее эффективное решение — корректировка значения сварочного тока, если в процессе сварки используются точечные машины, оборудованные современными системами управления.
Изготовители сварочных машин и систем управления предлагают оборудование с контролем стабилизации значения сварочного тока и возможности его корректировки в сварочном цикле, что необходимо для выполнения точек требуемого качества.
Функциональное качество сварных соединений всегда являлось превалирующим аспектом в оценке совершенства принятой технологии сварки. В случае точечной сварки металлических покрытых пластин, таким критерием является получение требуемого качества сварной точки для каждой серии, с точки зрения как прочности точки, так и ее строения. В пределах одной серии сварные точки могут иметь различное строение. Поперечные разрезы сварных точек, полученных при сварке на переменном токе, показаны на рис. 2-4. Основная проблема заключается в том, чтобы скорректировать значения сварочного тока таким образом, чтобы точки имели надлежащие размеры и строение, типа А — как на Рис. 2, на протяжении всей серии. Очень опасно изменение размеров и строение швов в течение цикла. Могут образовываться швы типа В — с литым ядром меньшего диаметра — или типа С и D — с кольцевой структурой ядра (С — если область непровара мала). Если рабочие концы электрода сильно загрязнены, могут появляться точки типа Е, т.е. без образования литого ядра.
Правильно выполненная сварная точка с получением строения и размеров литого ядра типа А — Травление: Nital. X 25 Сварная точка типа D с кольцевым ядром и большой центральной областью без провара. Травление: Nital х 25 Сварная точка типа Е, полученная без образования литого ядра. Травление: Nital х 25Корректировка значений сварочного тока будет зависеть от вида и толщины свариваемых пластин, а также от размеров электрода, типа сварочной машины (на переменном или постоянном токе инверторного типа) и многих других факторов. В алгоритме изменения сварочного тока в течение цикла, разработанного в Instytut Spawalnictwa, приняты дополнительно во внимание такие факторы, как скорость охлаждения электрода и твердость его материала:
где: Iо — первоначальное значение сварочного тока [А]; Iв — значение сварочного тока для n-шва [А]; а — скорость охлаждения электрода; g — толщина пластины [мм]; Т — твердость электрода [твердость по Виккерсу, 30]; R — радиус рабочего торца электрода [мм]; n — количество свариваемых точек; А — константа.
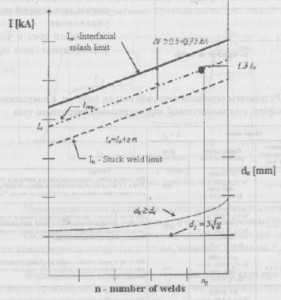
Схема изменений сварочного тока при серийной точечной сварке с использованием вышеупомянутого алгоритма показано на Рис. 5. Все точки в серии имеют гарантированные размеры (диаметр сварной точки больше 5Vg [мм]). Строение сварной точки правильное, с образованием литого ядра сферической формы. Механические свойства сварных соединений также постоянны для всей серии.
При увеличении значения сварочного тока на 30 %, можно определить конечное число точек на основе алгоритма изменений значения сварочного тока:
В определенных условиях корректировка значений сварочного тока может быть проведена более тщательно. В таблице 1 приведены результаты серийной точечной сварки пластин с покрытиями типа Solplex. Сварка проводилась с использованием сварочной машины на переменном и постоянном (от источника питания инверторного типа) токе с автоматической корректировкой его значения. Видно, что проведение сварки с использованием сварочных машин с источниками питания инверторного типа позволяет значительно повысить количество бездефектных точек по сравнению с использованием машин на переменном токе.
 Пример технологии сварки, при которой стабилизация сварочного тока и корректировка его величины рассчитываются по алгоритму В = Io + s.
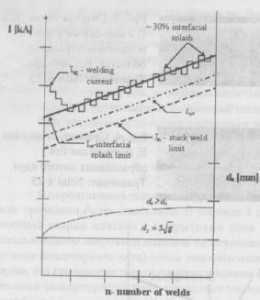
Пример технологии сварки, при которой стабилизация сварочного тока и корректировка его величины рассчитываются по алгоритму В = Io + s.Серийная точечная сварка может проводиться также на основе другого алгоритма изменений значений сварочного тока. Некоторые автомобилестроительные компании предлагают выполнение сварных точек с такой корректировкой значения сварочного тока, при которой в 30 % случаев происходит выплеск металла. Это вызвано слишком высоким сварочным током относительно его оптимальных значений. Предполагается, что такой способ сварки гарантирует получение швов с достаточно большими сварными точками. Пример такой технологии сварки показан на рис. 6. Однако, этот процесс может применяться в серийном производстве только тогда, когда сварочные посты оборудованы системами регистрации динамического сопротивления области сварки и корректировки значения сварочного тока, обеспечивающих возможность его изменения в зависимости от количества сварных точек, и, дополнительно, в соответствии с уменьшением электрического сопротивления во время сварки n-ой точки.
 Пример технологии сварки, при которой происходит управление стабилизацией сварочного тока и условиями формирования грата.
Пример технологии сварки, при которой происходит управление стабилизацией сварочного тока и условиями формирования грата.Результаты серийной точечной сварки пластин, с покрытиями тина Solplex, с автоматической корректировкой сварочного тока
Точечная сварка пластин с металлическими покрытиями толщиной более 15 мкм
Точечная сварка пластин с толстыми цинковыми покрытиями сложна, особенно при проведении серийной сварки. Толстые цинковые покрытия наносятся методом погружения; допуск толщины слоя — несколько микрометров и даже больше. Величина расхода электродного материала, которую для таких процессов трудно рассчитать и, как следствие, скорректировать, в основном за счет увеличения сварочного тока, приобретает в этом случае существенное значение.
В то время, как в мелкосерийном производстве поддержание стабильности режима процесса может быть осуществлено непрерывной очисткой рабочей поверхности электрода для сохранения его размеров, в крупносерийном производстве такая обработка дорогостояща и не обеспечивает качества сварки.
В Instytut Spawalnictwa в Gliwice была разработана специальная программа для точечной сварки материалов этого вида.
Схема трехступенчатой программы для серийной точечной сварки пластин с толстыми оцинкованными покрытиями приводится на рисунке ниже.
Схема трехступенчатой программы точечной сваркиЭтап 1 . Удаление цинкового покрытия из центральной контактной поверхности (Относительно высокое значение давления Р, и низкий сварочный ток I1,)
Этан 2. Охлаждение области соединения, защита контактной поверхности от окисления атмосферным воздухом (низкое значение давления Р2, отсутствие сварочного тока I2 = 0).
Этап 3. Формирование правильного строения литого ядра при непрерывном контроле параметров сварки (параметры — как в случае сварки пластин без покрытия) I3 = стабилизация и контроль; Р3 — контроль.
На первом этапе программы сварки материал покрытия удален из центральной контактной области, а рабочие поверхности электрода пригнаны к поверхности пластины без повреждения покрытия. Электрическое сопротивление центральной контактной поверхности увеличено, в то время как сопротивление контактов «пластина- электрод» уменьшено. Этот эффект достигнут в результате применения повышенного усилия сжатия электрода при относительно низком электрическом токе.
На втором этапе программы, во время охлаждения металла в зоне сварки, происходит остывание расплавленного кольцевого материала покрытия, защищающего центральную область контакта от атмосферного воздуха, в то время, как происходит дальнейшее увеличение электрического сопротивления центральной области, что благоприятно с точки зрения образования правильного строения сварной точки.
На третьем этапе формируется литое ядро. Благодаря условиям, обеспеченным на первом и втором этапах, параметры сварки на третьем этапе (ток, усилие сжатия и время) приближаются к оптимальным параметрам сварки пластин без покрытия.
Использование трехступенчатой программы сварки пластин с толстыми цинковыми покрытиями позволяет:
- Избежать разрушения структуры металла покрытий и, следовательно, обечпечить хорошую коррозионную стойкость и безупречный внешний вид соединений. Не требуется какая-либо дополнительная защита поверхности шва, например окрашиванием.
- Минимизировать кавитацию на поверхности контакта “электрод-пластина”, и, следовательно, обеспечить возможность применения для изготовления электрод широкой номенклатуры материалов класса А2, в том числе с волокнистой структурой.
- Снижение загрязнения рабочей поверхности электрода цинком и его соединениями, а также хорошая гладкость их поверхности обеспечивают наиболее высокий срок службы электрода при использовании твердых материалов (более чем 150 НВ).
- Корректировать параметры сварки согласно установленному алгоритму и проводить механизацию и автоматизацию сварки деталей с такими покрытиями за счет стабильности режима сварки.
- Получать сварные точки высочайшего качества без грата и с минимальным нагревом покрытий в местах контакта с электродами, что существенно уменьшает неблагоприятное воздействие цинка и его соединений на окружающую среду.
Современное развитие методов сварки позволяет внедрить новые технологии сварки деталей с толстыми цинковыми покрытиями в серийном производстве, что на практике приносит реальные технические, экономические, организационные и экологические выгоды.
Выводы
- Применение правильной корректировки сварочного тока при серийной точечной сварке приводит к увеличению количества точек со структурой А, но, поскольку рабочие поверхности электродов изнашиваются, структура металла шва приближается к типам С или В. Механические свойства сварных точек становятся все более дифференцированными.
- Сварка с использованием чрезмерно загрязненных электродов приводит к получению точек без сформирования литого ядра, характеризуемых относительно низкой прочностью (тина Е).
- Сварные точки, полученные при использовании инверторного источника питания на постоянном токе характеризуются существенно лучшим строением (типа А), чем точки, выполненные на переменном токе (встречаются точки типов В и С). Большинство сварных точек в серии обладало требуемыми механическими и геометрическими характеристиками, установленными при проведении испытаний на разрыв и сдвиг и при анализе поперечных шлифов, соответственно.
- Точки, выполненные с использованием электродов со сферическими рабочими поверхностями, имеют лучшее качество, чем с плоскими.
- Определение коэффициента корректировки сварочного тока для серийной точечной сварки пластин с дополнительным органическим покрытием, требует в определенных условиях производства учета как механических свойств соединений, так и строения точек.
- Односторонняя сварка пластин с толстыми металлическими (более 15 мкм) покрытиями требует применения специальной программы сварки, в которой учитываются изменяющиеся значения силы сварочного тока и давления.
chiefengineer.ru
Особенности сварки оцинковки
Комментариев:
Рейтинг: 29
Оцинкованная сталь — прекрасный материал, довольно часто применяемый в строительстве и для изготовления различных емкостей для воды. Тонкий слой цинка отлично защищает сталь от коррозии, однако он является препятствием для качественной сварки материала.
Цинк плавится при температуре 906°С, а температура плавления стали около 1500°С, поэтому при сваривании образуется большое количество паров цинка, опасных для здоровья человека. Кроме того, частицы расплавленного цинка, попадая в сварной шов, нарушают его структуру, способствуя появлению трещин и раковин.
Есть несколько способов решения задачи сварки оцинковки, приведем два основных:
- Удалить слой цинкового покрытия непосредственно в месте сварки механическим, термическим или химическим способом. Механически слой цинка в месте сварки можно удалить металлической щеткой или абразивным инструментом. С помощью газовой горелки можно обработать кромки, удалив тем самым тонкий слой оцинковки. Также возможна обработка кислотой — это тоже позволит очистить поверхность. При этом нужно помнить, что все места впоследствии необходимо нейтрализовать щелочью, затем промыть и просушить обработанные участки.
- В тех случаях, когда удалить слой цинка не представляется возможным, применяют специальные электроды с покрытием. Для работы с низкоуглеродистыми сталями подходят электроды с рутиловым покрытием, такие как ОЗС-4, МР-3, а для низколегированных сталей используют электроды ДСК-50, УОНИ-13/45 или УОНИ-13/55. Применение таких электродов позволяет устранить образование микротрещин и обеспечивает хорошее качество швов.
Улучшить качество сварных швов можно, увеличив ток на 10-15 А, а зазоры между кромками материала сделать в 1,5.2 раза больше, чем обычно. Скорость сварки при этом должна быть на 10-20% ниже.
Производя сварочные работы с оцинкованным металлом, нужно позаботиться о технике безопасности, о хорошей вентиляции рабочего места сварщика. Это необходимо сделать и в том случае, если был удален слой цинка в месте сварных швов. Дело в том, что металл довольно сильно нагревается не только в месте шва, но и рядом с ним, поэтому присутствие вредных для здоровья паров неизбежно.
Закрытое помещение, в котором производится сварка, должно иметь хорошую систему обменной вентиляции.
moyakovka.ru
Контактная сварка низкоуглеродистых оцинкованных сталей
Контактная сварка низкоуглеродистых оцинкованных сталей как вопрос мало где раскрывается. Мы решили рассмотреть его.
Режимы сварки
Низкоуглеродистые стали имеют хорошую свариваемость всеми видами контактной сварки. При контактной точечной сварке низкоуглеродистой стали можно использовать как мягкий так и жесткий режимы. Мягкий режим характеризуется меньшей силой тока, большей продолжительностью времени его пропускания. Жёсткий режим имеет большое значение сварочного тока и небольшое время его пропускания.

Пример параметров на жестком режиме сварки
| Толщина заготовок в мм | Диаметр контактной поверхности электродов в мм | Продолжительность пропускания сварочного тока в сек. | Давление на электродах в КЗ | Сила сварочного тока в А | |
| начальный | перед запиливанием | ||||
| 0,5+0,5 | 5 | 6 | 0,2—0,3 | 30—40 | 4000—5000 |
| 1+1 | 5 | 6 | 0,2—0,35 | 80—120 | 6000—7000 |
Пример параметров на мягком режиме сварки
| Толщина заготовки в мм | Диаметр контактной поверхности электродов в мм | Продолжительность пропускания сварочного тока в сек. | Давление на электродах в кг | Сила сварочного тока в а | |
| начальный | перед запиливанием | ||||
| 0,5+0,5 | 5 | 6 | 0,8 | 30—40 | 3000—4000 |
| 1+1 | 5 | 6 | 1 | 80—120 | 4500—5000 |
Как и было сказано ранее, режимы отличаются продолжительностью времени пропускания сварочного тока (сек.), и его значения (А).
Жёсткие режимы применяют, когда необходимо получить большее проплавление деталей.
То есть выбор режима осуществляем опираясь на толщину свариваемого изделия, его тепло и температуропроводность. К примеру, при одинаковом времени сварки низкоуглеродистых и оцинкованных сталей, для оцинковки — режим сварки должен быть более жёстким так, как у оцинковки меньшая температуропроводность.
При сварке сталей с покрытием, к примеру оцинковки, происходит интенсивное испарения цинка, поскольку его температура кипения составляет 906 °С, поэтому есть большая вероятность его попадания в сварочную ванну. В последствии это способствует образованию пор и кристаллизационных трещин в сварном шве.

Технологическое решение этой проблемы осуществляется двумя способами: механическим (щетками, абразивным кругом) или термическим (газовой горелкой). И возможно удаление слоя цинка химическим способом — за счет обработки металла кислотой с последующей ее нейтрализацией щелочью, промывкой водой и сушкой.
Импульсная контактная сварка
Данный способ сварки производится в две стадии. Вначале деформируют и удаляют цинковое покрытие из зоны сварки путем подачи предварительного импульса тока для нагрева поверхности выше температуры плавления цинка, но ниже температуры образования сварной точки. Затем подают основной импульс тока до образования сварной точки.
На фото показаны примеры контактной сварки оцинковки с применением метода контактной импульсной сварки.
Недостатком этого способа является то, что при деформации покрытия происходит уменьшение толщины покрытия, а основная часть его остается в зоне контактов электрод-деталь и деталь-электрод. Это не обеспечивает надлежащее качество свариваемых деталей и приводит к увеличению времени сварки
blog.svarcom.net
www.samsvar.ru
Сварка оцинковки MIG-пайкой. Cварка тонких листов
Подскажите, каким методом лучше сваривать оцинкованные детали?
Миг-пайка элемента автомобиля
Проблемы при сварке оцинкованного металла
Для соединения оцинкованных поверхностей в последнее время рекомендуют вместо полуавтоматической сварки в среде аргона МIG-пайку. При сварке разрушенное цинковое покрытие образует с расплавленным металлом шлак, поры, раковины. Это означает пониженное качество и отсутствие цинкового покрытия в зоне сварки. Приходится отправлять детали на повторную гальваническую операцию с целью восстановления антикоррозионного покрытия, что не всегда возможно в узле.
Проблемы при сварке оцинкованного металла
Появление метода МIG-пайки позволило избежать подобных проблем. Метод МIG -пайки отличается от метода МIG-сварки только лишь видом используемой проволоки и режимом процесса.
Для МIG –пайки используется медная проволока CuSi3. Температура ее солидуса небольшая, что позволяет избежать плавления основного металла. Цинковое покрытие не испаряется, а попадая в ванну, образует на поверхности близкое к латуни химическое соединение, которое защищает сварочный шов от коррозии.
Режим сварки оцинкованных сталей
Пайка производится в защитной среде инертного газа, а результат достигается через подбор оптимального режима основного и импульсного тока, при этом переход присадки в шов происходит без короткого замыкания. В режиме импульсного тока его колебания от минимальной до пиковой величины составляют 0,25 до 25 Герц. На изделие выделяется в несколько раз меньше теплоты, а распространение термического влияния в объеме твердого тела резко ограничивается. Капля отрывается от присадочной проволоки по импульсу – как следствие весь процесс практически освобожден от разбрызгивания.
Кроме сталей с оцинковкой, процесс применяется для углеродистых, низколегированных и коррозионостойких сталей. Сваркой-пайкой доступно выполнение вертикальных швов в любом направлении (от потолка к полу и наоборот — никаких проблем) и потолочных. Скорость – до 1000 мм/мин.
С помощью МIG –пайки соединяют очень тонкие стальные листы с минимальными деформациями. Применяется метод МiG –пайки в автосервисе, в судостроении, в системах вентиляции и кондиционирования.
Еще вариант – данным способом прекрасно соединяются рамы велосипедов.
Cварка оцинковки TIG
При ТИГ-сварке, если дуга «как можно короче» шов получается выпуклой формы, что сказывается на усталостной прочности изделия, высокотемпературная пайка приводит к возникновению поводок, а MIG-пайка компенсирует недостатки и первого, и второго, обеспечивая вогнутый шов и делая возможным малое вложение теплоты в материал, при этом прочность соединения остается близкой к сварочной.
проволока медная мм купить
svarka-master.ru
Сварка оцинкованных труб – особенности технологии
 Трубы с оцинкованным покрытием до недавнего времени были основными для создания водопроводных сетей в домах и производственных зданиях. При прокладке трубных разводок в массовом порядке применялась сварка.
Трубы с оцинкованным покрытием до недавнего времени были основными для создания водопроводных сетей в домах и производственных зданиях. При прокладке трубных разводок в массовом порядке применялась сварка.
Даже в местах, где по условиям монтажа сварное соединение невозможно, перед установкой элемента сети к нему приваривается резьбовой конец для последующего муфтового соединения.
Для увеличения срока службы для водопроводных и газовых сетей применяются трубы с защитным цинковым покрытием. Это не приводит к сложностям в процессе монтажа, но сама по себе сварка оцинкованных труб имеет ряд особенностей, которые необходимо учитывать в процессе сборки.
Для понимая сущности процесса, рассмотрим, что из себя представляют оцинкованные трубы.
Оцинковка металла как способ защиты от коррозии
Защитное покрытие стальных изделий применялось издавна, поскольку цветные металлы, устойчивые к коррозии слишком дороги для изготовления из них цельных изделий. Да и прочностные свойства таких предметов весьма невысоки. Применялось лужение по поверхности оловом или омеднение для создания защитной пленки.
Оцинкование стало популярным по причине повышенной адгезии цинка к железу. Температура плавления этого металла составляет 900 – 920о. В жидком состоянии он, нанесенный на поверхность стального изделия, образовывает прочную защитную пленку толщиной в несколько микрон, успешно противостоящую коррозии.
На сегодняшний день применяются три основных способа нанесения защитного покрытия:
- Гальванический. При этом ионы цинка осаждаются на поверхности стального изделия, подключенного к противоположному электроду в гальванической ванне. Они прочно закрепляются на поверхности изделия, создавая практически неразрушимую защитную пленку. Толщина защитного слоя регулируется временем обработки, что позволяет рационально использовать дорогостоящий цветной металл, в частности, цинк.

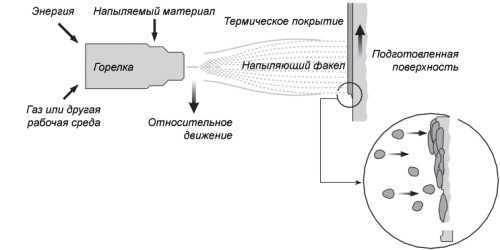
- Способ напыления. Суть его заключается в нанесение на поверхность распыленного металла с использованием специального пистолета, в котором происходит расплавление напыляемого вещества. Затем эта субстанция струйно подается на обрабатываемую поверхность, покрывая ее защитным слоем.

В результате на защищаемой поверхности образуется прочный защитный слой из химически пассивного материала. Способ удобен возможностью применения в полевых условиях на месте выполнения монтажных работ.
- Горячее оцинкование. Применяется на специально созданных технологических линиях. При этом труба полностью окунается в ванну с расплавленным металлом. В конце процесса производится центрифугирования для удаления излишков защитного слоя с поверхности изделий.

При использовании любого из перечисленных способов нанесения защитного покрытия, поверхность обрабатываемых изделий тщательно обезжиривается.
Толщина слоя составляет от 2-х до 150 микрон.
Соединение сваркой
Такой вид стыковки труб при монтаже отопительных, водопроводных и газовых систем оговаривается рядом регламентирующих документов, одним из которых является СНиП 3.05.01-85 «Внутренние санитарно – технические системы».
Видео
При сварке оцинкованных труб СНиП, упомянутый выше, указывает на необходимость исполнения требований ряда стандартов, определяющих очередность применения материалов и регулирующий процесс производства работ. В частности при сварке оцинкованных труб, ГОСТ 16037-80 регламентирует применение определенных типов сварного соединения, форму и конструктивные особенности швов, а также другие требования к ним.
При газопламенной сварке нужно использовать самозащитную сварочную проволоку марки Св 15ГСТЮЦА, имеющую в своем составе элемент селен. Размер проволоки от 0,8 до 1,2 мм.
Допускается также исполнение соединения электродами для сварки оцинкованных труб марками, содержащими в обмазке фтористо – кальциевые или рутиловые соединения. Их диаметр подбирается в соответствии с толщиной стенок свариваемых деталей, максимальный размер составляет 3 мм в диаметре.
Создание трубопроводной сети предполагает предварительную сборку блоками с выполнением части операции на предприятии, выполняющем ряд действий предварительной сборки монтажных блоков. При этом нормативно предусмотрено применение местных воздухоотсосов для удаления продуктов сгорания цинкового покрытия, опасных для здоровья.
Видео
Технология сварки оцинкованных труб предусматривает также зачистку поверхности от защитного покрытия на расстояние 30 – 40 мм от конца. После обработки сварного шва нужно восстановить защиту от коррозии в месте соединения.
Для этого применяют краску специального состава, состоящую на 95 % из мелкодисперсного цинкового порошка и включающую в состав синтетические связующие вещества в виде эпоксидных смол, каучука синтетического или полистерины.
Стыковка водогазопроводных труб с защитным цинковым покрытием (и без него), имеющих условный проход до 25 мм, следует производить «внахлест», для чего производится предварительная раздача одного конца.
При производстве сварки резьбовые концы труб, как и зеркала фланцев, нуждаются в защите от капель раскаленного металла, образующихся в процессе выполнения сварных работ.
Видео
В сварном шве не допускаются следующие дефекты:
- раковины;
- трещины;
- подрезы;
- поры;
- непроваренные кратеры;
- пережоги и подтеки металла.
Ультразвуковой контроль сварных швов не применяется, их целостность проверяется при опрессовке системы определенным давлением.
Разработан способ соединения оцинкованных заготовок сваркой с использованием флюса. Это вещество позволяет получить вязкий воздухонепроницаемый слой, препятствующий окислению (выгоранию) плакирующего цинкового слоя.
Флюс для сварки оцинкованных труб приводится в жидко – вязкое состояние и наносится на стык соединяемых деталей. В процессе сварки он еще расплавляется, покрывая тонким слоем участок вдоль шва, препятствуя отслоению цинкового слоя и его сгоранию.
При использовании флюса возможно повреждение защитного слоя, когда он наносился способом горячего оцинкования.
Это становится возможным при малейшем отклонении от требований технологического процесса при нанесении покрытия или при производстве сварки.
Попадание флюса во внутреннюю полость трубопровода не опасно, поскольку он легко растворяется в воде и вымывается еще на стадии опрессовки трубопровода.
Существует способ соединения оцинкованных труб, называемый сварко – пайкой. Для этого применяется присадочный пруток, в состав которого входят такие элементы, как цинк, медь, кремний и олово. Технология процесса такова:
- стыкуемые торцы нагревают до температуры плавления присадочного прутка, составляющей 900 – 950о;
- присадочный пруток помещается между фасками свариваемых деталей;
- на место шва насыпается слой флюса таки образом, чтобы он покрывал поверхность на расстояние до 20 мм по сторонам шва;
- присадку нагревают горелкой до полного расплавления, при этом она создает надежное соединение труб без повреждения плакирующего цинкового покрытия.
Диаметр присадочного прутка определяется из соотношения:
- при толщине стенки менее 10 мм D = 0,5S + 1, где
D – диаметр прутка для присадки;
S – толщина стенки трубы;
- для труб с толщиной стенки более 10 мм соотношение принимает вид:
D = 0,5S
Для нарезки фасок на стыкуемых концах труб в полевых условиях применяется специальное оборудование – орбитальные установки. Они могут оснащаться газопламенными резаками для нарезки таких элементов.
Для случая с оцинкованными трубами могут использоваться механические головки, нарезка производится резцом или фрезой. Позиционирование и крепление установки производится непосредственно на трубе.
Необходимые меры безопасности
Особенности сварки оцинкованной трубы предполагают особое внимание к исполнению правил безопасности при производстве работ. Выделяющиеся при выполнении соединения пары цинка являются весьма ядовитыми, поэтому их удаление из помещения обязательно.
Видео
Для этого используются мощные вытяжные устройства для каждого сварочного поста. Остальные требования по безопасности оговариваются соответствующими инструкциями и обязательны для исполнения.
Сварка оцинкованных труб является наиболее распространенным способом их соединения, как по надежности, так и по долговечности. Следует помнить, что шов нуждается специальной защите от коррозии с использованием специальной краски на основе цинкового порошка.
Записи по теме:Опубликовано: Январь 9, 2017
Загрузка…trubanet.ru