Смазка для электродвигателей – специальные смазки для электродвигателей и вентиляторов » Электродвигатели. Статьи по ремонту. Схемы включения
Смазка для подшипников электродвигателей
Одной из основных составляющих техобслуживания электродвигателей является смазка подшипников. Каким бы качественным не был подшипник, выполнять свои функции он сможет только тогда, когда его правильно эксплуатируют и смазывают. Правильно означает использование качественной смазки, в нужном объеме и регулярно. Электродвигатели бывают разных типов, исполнений, с разными условиями эксплуатации. Правильно подобранные смазочные вещества для подшипников электродвигателей поможет обеспечить надежную, стабильную работу. Ошибка может привезти к преждевременному износу и разрушению узла. Особенно это касается подшипников, работающих в сложных температурных условиях, повышенных скоростях и нагрузках.
Электродвигатель
Функции смазочных материалов
- Сокращают трение между шариками (роликами) и сепаратором, торцами роликов и кольцами.
- Смягчают ударную нагрузку.
- Снижают шум во время работы.
- Равномерно распределяют выделяемое во время работы тепло.
- В двигателях, эксплуатируемых при больших нагрузках и высоких температурах, служат для охлаждения.
- Являются защитой подшипника от механических загрязнений.
- Защищают от коррозии.
Важно! Для того, чтобы смазка выполняла свои функции, ее нужно правильно дозировать. Во время работы в шариковых подшипниках остается до 70 % материала, в роликовых до 60%. Остальная выдавливается. Лишний материал приводит к обратному эффекту — повышается температура узла, увеличиваются энергопотери.
Виды смазочных материалов
Существует два вида смазочных материалов — консистентная смазка и смазочные масла. Основное преимущество масел заключается в том, что они легко проникают во все части узла. Особенно это важно для подшипников качения.
Смазочное масло
Но на практике чаще всего отдают предпочтение консистентным материалам. Их гораздо удобнее и проще использовать. Консистентные смазки надежнее держатся на поверхностях, не выдавливаются под нагрузкой, не вытекают под действием центробежных сил. Самые дешевые и распространенные консистентные смазки — солидолы (кальциевые смазки). Они могут применяться в помещениях с повышенной влажностью, так как не растворимы в воде. Консталины (натриевые) — в основном используются в сухих помещениях. Литиевые — особого назначения. Они обладают хорошей водоупорностью, имеют широкий диапазон температур.
Консистентные
Смазки на силиконовой основе применяют при повышенной нагрузке и температуре.Совет: Для замены смазки в подшипнике, его необходимо предварительно разобрать и тщательно промыть.
Выбор смазочного материала
На выбор оказывают влияние несколько факторов.- Режим работы двигателя — скорость вращения, нагрузка на валу, длительность бесперебойной работы.
- Окружающая среда — влажность воздуха, температура, наличие агрессивной среды.
- Конструкция и размер узлов.
Высокотемпературные смазки
Если температура окружающей среды выше +1300 С для подшипниковых узлов применяется высокотемпературная смазка. Смазочный материал должен сохранять консистенцию в заданных диапазонах температур, иметь высокой термической и окислительной способностью. В рабочем режиме температура подшипниковых узлов значительно увеличивается, структура смазочного материала несколько меняется. Она становится жиже, но не вытекает наружу. По окончании работы подшипниковый щит охлаждается и консистенция смазки восстанавливается. В качестве основы для таких материалов используют высококачественные загустители и базовые масла.Примеры смазочных материалов серии SKF:
- LGHP 2 – смазочное вещество для подшипников электродвигателей высокотемпературная пластинчатая. В ее основе — минеральные масла и полимочевинный загуститель. Применяется для электродвигателей вентиляторов, насосов. Подходит для высокоскоростных условий работы.

LGHP2
- LGWA 2 — антизадирная пластинчатая. Используется в условиях с высокими температурами и нагрузками. Подходит для вентиляторов, автомобилей, стиральных машин.

LGWA 2
- LGHB 2 — смазка с высокой вязкостью. Используется для подшипников скольжения, уплотненных сферических роликоподшипников.

LGHB 2
- LGWM 2 — высокотемпературная с новой технологией загустителя. Применяется в электродвигателях тяжелой внедорожной техники, для оборудования под открытым небом, в морских установках.
Кроме SKF применяют смазки SHELL Gadus , Molykote FB, BLUE (МС-1510), MOBIL XHP. Из отечественных можно выделить ЦИАТИМ-221 и ВНИИ НП-233.
Высокоскоростные смазки
На промышленных предприятиях чаще всего применяются двигатели с высокой частотой вращения. При таких режимах возникает повышенное трение скольжения, подшипники перегреваются. Это приводит к преждевременному выходу из строя подшипников. Справиться с такими нагрузками помогает правильно подобранный смазочный материал, который максимально соответствует поставленной задаче.Основные критерии высокоскоростной смазки:
- вязкость;
- каналообразование;
- температура каплепадения;
- тип загустителя;
- противозадирная присадка;
- класс NLGI (консистенция смазки).
Примеры качественных высокоскоростных смазочных материалов:
- IKV-PLEX 778 CCI;
- G BESLUX PLEXBAR H-2;
- PLEXBAR L-2/S.
Не забудь сохранить статью!
podshipnikcentr.ru
Смазки для подшипников электродвигателей — какие лучше?
Наиболее часто встречающаяся на всех производствах составная часть оборудования – электродвигатель. Смазка для подшипников электродвигателей – в этой статье мы попробуем помочь вам разобраться как выбрать смазку для электродвигателя, на что обратить внимание, как и чем смазывать электродвигатель чтобы продлить срок его службы.
Обслуживание электродвигателей один из обязательных пунктов в перечне служебных обязанностей механических служб, одной из составляющих такого обслуживания является смазывание подшипников.
Несмотря на то что срок службы подшипника складывается из множества факторов, начиная от качества исполнения самого подшипника, корректности его верной установки и наличия или отсутствия факторов влияния среды срок его службы можно радикально повысить при условии своевременной и правильной смазки.
Правильно подобранная смазка в зависимости от типа электродвигателя, условий его эксплуатации позволит вам обеспечить надежную и долговременную его работу. Неправильно подобранная смазка в тоже время грозит самое меньшее повышенным расходом и увеличением затрат на обслуживание, в худшем же случае вызовет повышенный износ, а в дальнейшем и разрушение подшипника. Особенно это применимо к подшипникам, эксплуатирующимся в сложных условиях – при высоких температурах, скоростях и нагрузках.
Роль смазочных материалов
Применение смазочных материалов позволяет снизить трение на поверхности ролик-сепаратор, демпфирует ударную нагрузку тел качения на обойму и соответственно уменьшает шум при работе механизма. Также применение смазок способствует равномерному распределению тепла от поверхностей трения, являются своеобразным буфером защищающим подшипник от механических загрязнений (чем выше точность исполнения узла и чем выше скорость его вращения тем более весом этот фактор), а также защищает поверхность металла от коррозии.
Для правильной работы подшипника необходимо соблюдать рекомендации по нанесению и нормам закладки смазок, закладывать лишнюю смазку в подшипник не только неэкономично, но и приводит к тому что смазка хуже отводит тепло и может способствовать увеличению температуры подшипника. По данным исследований повышение температуры подшипника на 10 градусов снижает срок его службы на 20%.
Для смазывания электродвигателей применяются консистентные смазки на различных загустителях, например смазки на основе кальциевого мыла – простейший представитель этого класса смазок это обыкновенный солидол, однако солидолы уже не удовлетворяют требованиям предъявляемым к современным смазкам и не могут обеспечить надежную работу электродвигателя.
Другой представитель кальциевых смазок это смазка разработанная во времена СССР – ЦИАТИМ-221.
ЦИАТИМ-221 – это смазка на основе синтетической полисилоксановой жидкости 132-24 загущенной кальциевым мылом, смазка специально разработана для применения в электродвигателях со скоростью вращения до 10000 об/мин.
Литиевые смазки – благодаря структуре загустителя смазки на основе литиевых мыл применяют в широком интервале температур. Нами разработана смазка на основе литиевого мыла Roxol MS с добавлением дисульфида молибдена – дли использования в электродвигателях при оборотах до 5000 об/мин при средних и высоких нагрузках. Благодаря содержанию в составе дисульфида молибдена смазка обладает высокими противоизносными свойствами.
Смазка ROXOL MS может быть иcпользована для замены более дорогих смазок ВНИИНП-242 и Molykote FB-180 в температурном диапазоне от -30 до +140 градусов.
Смазки на основе полимочевины – уникальные смазочные материалы
с точки зрения их механической и химической стабильности, а также устойчивости к температурам. Благодаря природе загустителя смазки относятся к беззольным, т.е. не оставляют нагара, образуют сверхстабильные реологические системы (смазка быстро восстанавливает структуру после механического воздействия, отлично противостоит повышению нагрузки благодаря чему срок ее службы выше смазок на основе мыльных загустителей).Для удовлетворения потребностей отечественного потребителя компания Роксол разработала полимочевинную смазку с загустителем из тетрамочевины Roxol PU EP. Смазка может использоваться для замены смазoк SKF, MOBIL и SHELL и других импортных смазок с загустителем из полимочевины. Идеальна для тяжелых условий работы при высоких скоростях, в отличие от литиевых смазок работает до 10 раз дольше. При низких температурах (ниже минус 30 градусов) рекомендуем использовать смазки на основе синтетических масел — например смазку Roxol PU SYNT — работающую в широком диапазоне температур и имеющую великолепные антифрикционные свойства.
Выбор смазки для электродвигателя следует производить с учетом ряда факторов:
- Режим работы двигателя — скорость вращения, нагрузка на вал, длительность рабочего цикла.
- Условия рабочей среды — влажность воздуха, температура, наличие агрессивных факторов (химикаты, пар, пыль и т.д.)
- Конструкция и габариты узла.
Скорость вращения подшипника требует особого внимания, чем выше скорость тем ниже должна быть вязкость базового масла на основе которого изготовлена смазка.
Нагрузка на вал покажет, необходима ли смазка с повышенной несущей способностью (с EP присадками)
Длительность бесперебойной работы – выдвигает требования к механической стабильности смазки.
При температуре работы подшипника от 130 градусов и выше следует отдавать предпочтение смазкам термостойким, с температурой каплепадения от 190 градусов и выше.
Таким образом смазочный материал должен сохранять консистенцию в пределах рабочих температур, обладать высокой механической стабильностью, не вызывать эффект саморазогрева ( т.е. вязкость его базового масла должна соответствовать скорости работы), обладать устойчивостью к окислению.
Консистентная высокотемпературная смазка на основе минерального масла с полимочевинным загустителем ROXOL PU EP разработана нами для применения в электродвигателях тяжелой внедорожной техники, электродвигателях насосов и вентиляторов вместо таких смазок как SKF, MOBIL XHP, SHELL GADUS, ею могут смазываться и ступичные подшипники.
roxol.ru
Чем смазывать втулки электродвигателя, чем смазать мотор вытяжки
Адрес этой страницы
<<Предыдущая страницаОглавление книгиСледующая страница>>
§ 4. Штампы для вытяжки. Усилие прижима при вытяжке изделий цилиндрической формы. Складки при вытяжке. Смазка при вытяжке.
Вытяжные штампы применяются для изготовления изделий различной формы. В результате вытяжки, например, из круглого плоского кружка материала можно получить изделие цилиндрической формы с дном (рис. 126, а, б). При вытяжке масса и объем материала не изменяются, а лишь изменяется форма заготовки. После вытяжки изделие имеет разную толщину стенок. В местах перехода от дна к стенкам материал утоняется.
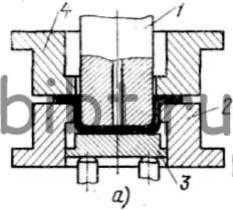
Рис. 126. Вытяжные штампы:
а — для первой операции, б — для второй операции
Для избежания образования складок при вытяжке на прессах простого (единичного) действия применяют прижимы — буфера, вмонтированные в штампы, или пневматические подушки. Для глубокой вытяжки применяют прессы двойного действия, которые имеют наружный ползун для прижима материала и подушку для выталкивания изделия.
Усилие прижима зависит от удельного давления, механических свойств вытягиваемого материала и радиуса закругления вытяжной кромки матрицы.
Усилие прижима при вытяжке изделий цилиндрической формы с дном для первой операции определяют по формуле Q=(π/4*[D2-(d1+2r)2]q, где D — диаметр заготовки, мм; d1 — диаметр вытяжки, мм; r — радиус закругления вытяжной кромки, мм; q — удельное давление для мягкой стали и латуни, Па (кгс/мм2).
Если в качестве прижима применяют пружину или резиновый буфер, то в начальный момент должно быть обеспечено минимальное давление, так как при увеличении глубины вытяжки давление увеличивается. При использовании пневматической подушки усилие прижима почти постоянно, что способствует повышению качества вытяжки. Глубокие изделия вытяжкой изготовляют в две и более операции.
Конструкции вытяжных штампов зависят от формы изделия и номера выполняемой операции вытяжки, соотношения размеров изделия и заготовки. Отношение диаметра изделия к диаметру заготовки называется коэффициентом вытяжки, который определяют по формулам m1=d1/D — для первой операции; m2=d2/d1 — для второй операции.
Коэффициенты вытяжки и поправочные коэффициенты приведены в гл. I.
Зная коэффициент вытяжки, размер изделия по операциям определяют по формулам d1=m1D — для первой операции; d2= m2d1 — для второй операции.
На коэффициент вытяжки влияет радиус закругления матрицы и пуансона. Радиус закруглений в зависимости от толщины материала должен быть: для мягкой стали -10S, для латуни — 5S, для алюминия — 7S.
На матрице штампа для вытяжки прямоугольных и квадратных изделий устанавливают перетяжные ребра, которые увеличивают надежность прижима. Избыток металла в заготовке имеется на закругленных углах в местах прижима заготовки.
Складки при вытяжке образуются вследствие большого зазора между пуансоном и матрицей и недостаточной силы прижима. Когда зазор мал, может быть отрыв дна изделия. Установленные зазоры между матрицей и пуансоном для вытяжных штампов составляют для мягкой стали (1,2-:-1,4)S, латуни и алюминия (1,1-:-1,2)S при первой операции. Для последующих операций соответственно (1,1-:-1,2)S.
На рис. 126 показаны два разных (непоследовательных) штампа: для первой (a) и второй (б) вытяжных операций.
Штампы предназначены для пресса двойного действия. Пуансон 1 закрепляется на внутреннем ползуне пресса, а прижим 4 — к наружному ползуну. Заготовка укладывается на матрицу 2. После включения пресса сначала опускается прижим 4, а затем пуансон 1. Во время вытяжки прижим 4 остается неподвижным. Выталкиватель 5, оказывая противодавление под действием пневмоподушки, двигается вместе с пуансоном 1. После вытяжки пуансон 1 первым поднимается вверх, а прижим 4, оставаясь неподвижным, снимает изделие с пуансона. Только после отхода прижима изделие выталкивается из матрицы выталкивателем 3.
Прижим для второй операции (см. рис. 126, б) имеет другую конструкцию: при опускании входит внутрь полого изделия, вытяжка которого производится на меньший диаметр. При этой конструкции устраняется складкообразование, уменьшается утонение у дна изделия, а также усилие вытяжки.
Смазка при вытяжке повышает стойкость штампов, снижает коэффициент трения и величину усилия при вытяжке. Смазочный материал должен обладать смачиваемостью, т. е. прилипать к смазываемым поверхностям; сохранять свои свойства при работе и хранении; не вызывать коррозию (ржавчину) штампуемых изделий и пресса; быть безвредным для человека; легко наноситься на поверхности штампуемых изделий и легко удаляться с них.
При глубокой вытяжке применяют смесь веретенного масла, солидола и талька. При малой глубине вытяжки, а также при вытяжке сферообразных изделий применяются мыльный раствор, эмульсия и др.
Состав смазки (%) для глубокой вытяжки: веретенное масло 40, солидол 20, тальк 11, сера 8, спирт 1 (серу вводят в виде измельченного порошка).
Состав смазки для неглубокой (легкой) вытяжки: зеленое мыло 20, вода 80.
На Горьковском автозаводе, например, для сложной вытяжки применяют смазку следующего состава, %: веретенное масло 52, мылонафт 20, тальк 18, гипс 2,5, древесная мука 5,5.
Для тяжелых штамповок (меловая смазка, %): веретенное масло 33; сульфидированное касторовое масло 1,5; рыбий жир 1,2; мел 45; олеиновая кислота 5,5; едкий натр 0,7; вода 13. Растворимая смазка: эмульсион жидкий 37; мел 45; кальцинированная сода 1,3; вода 16,7.
Смазка при вытяжке с утонением и холодном выдавливании стали: медный купорос — 4,5-5 кг; поваренная соль — 5 кг; серная кислота — 7-8 л; столярный клей — 200 г; вода — 80—100 л.
Примечание. Клей предварительно растворяют в горячей воде, после чего растворяют остальные компоненты. Омедненные заготовки хранятся в горячем мыльном растворе, из которого подаются на вытяжку.
Перейти вверх к навигации
stroyvolga.ru
Смазка подшипников электродвигателей. Материалы Molykote, EFELE
Смазочные масла, пластичные смазки, дисперсии и пасты Molykote и EFELE обеспечивают долговременную безотказную работу подшипников электродвигателей в оборудовании любой отрасли промышленности.
Электродвигатели по сути – это преобразователи, в которых электрическая энергия преобразуется в механическую энергию вращательного или линейного движения. Потери в процессе этого преобразования обуславливают выделение некоторого количества тепла.
Еще в конце 19 века электродвигатели, постепенно вытесняя другие механические движители, стали применяться в промышленности. Сейчас они применяются повсеместно – на производстве, в быту, на транспорте, в электромеханических, автоматических, аудио- и видеоустройствах, системах водоснабжения, медицинской и вычислительной технике и т.д.

Чаще всего встречаются электрические двигатели постоянного и переменного тока. Их классифицируют по мощности, числу оборотов, способности изменять направление движения, количеству фаз питающего напряжения и т.д. Однако, несмотря на различающийся принцип действия этих двигателей, их конструкция во многом схожа. Основными узлами любого электродвигателя являются неподвижный статор, состоящий из обмоток или магнитов, и подвижная часть – ротор. Чтобы ротор свободно вращался внутри статора, его устанавливают на опоры, роль которых выполняют подшипники. В электродвигателях, применяемых в промышленности, наибольшее распространение получили подшипники качения.
По типу воспринимаемой нагрузки подшипники подразделяются на радиальные, радиально-упорные и упорные. Тела качения в них бывают шариковыми, игольчатыми или роликовыми – с цилиндрической, конической или сферической поверхностью качения. Кроме того, тела качения радиальных и радиально-упорных подшипников могут быть установлены в несколько рядов. По этому признаку подшипники делятся на однорядные или многорядные. В самоустанавливающихся подшипниках ось наружного кольца имеет возможность отклоняться относительно оси внутреннего кольца. В разборных подшипниках наружные или внутренние кольца могут сниматься. Если предусмотрена регулировка зазоров между телами качения и дорожками радиальных или радиально-упорных подшипников при сборке, то такие подшипники называются регулируемыми.
Чтобы обеспечить длительную службу электродвигателя необходимо периодически проводить техническое обслуживание его узлов. Смазывание подшипников является неотъемлемой частью таких работ. Для правильного выбора смазки подшипников электродвигателя, прежде всего следует проанализировать, в каких условиях они будут эксплуатироваться.
В двигателях небольшой и средней мощности обычно применяются необслуживаемые подшипники, в которых смазка заложена на весь срок службы. В мощных же многокиловаттных двигателях устанавливают такие подшипники, в которых смазку нужно менять с определенной периодичностью.
Один из самых важных параметров, по которым производится подбор смазочных материалов для подшипника качения, является фактор скорости вращения. Он, в свою очередь, зависит от числа оборотов вала, наружного и внутреннего диаметров.

Подшипники электродвигателей при эксплуатации воспринимают вибрации от вращающихся механизмов. В зависимости от назначения двигателей и места их установки, они могут подвергаться воздействию различных агрессивных факторов окружающей среды сезонным воздействиям высоких и низких температур, тумана, дождя, снега, влаги, пыли и т.д.
Как видим, условия эксплуатации подшипников электродвигателей зависят от назначения оборудования, климатического пояса, работы в помещении или на открытом воздухе. Пожалуй, единственным отличием условий их работы является то, что за счет тепловых потерь обмоток ротора и статора они обычно нагреваются больше, чем подшипники другого оборудования.
Таким образом, при подборе смазок для подшипников электродвигателей можно руководствоваться теми же соображениями, как и для других подшипников качения.
Для обычных условий эксплуатации вполне можно применять традиционные смазки или масла. Однако для многих видов оборудования, применяемого в различных отраслях промышленности, обычно характерна та или иная специфика.
Так, например, на оборудовании производств по обработке древесины, бумажных или цементных производств подшипники работают при повышенной запыленности. Для металлургических предприятий характерны экстремально высокие температуры. Электродвигатели оборудования химических производств подвергаются воздействиям агрессивных сред. В таких условиях традиционные масла закоксовываются, разрушаются, вымываются и перестают выполнять свои смазочные функции.
Таким образом, для обслуживания подшипников электродвигателей специфического производственного оборудования необходимо применять только специальные сервисные материалы.

Высокотехнологичные специальные смазочные материалы как для самых сложных условий эксплуатации, так и для среднестатистических режимов производятся под брендами Molykote и EFELE. Применение смазочных масел, пластичных смазок, дисперсий и паст для смазки подшипников электродвигателя обеспечивают их долговременную безотказную работу в оборудовании любой отрасли промышленности.
Примеры применения смазочных материалов Molykote и EFLEE для решения эксплуатационных проблем подшипников электродвигателей некоторых производств приведены в нижеследующей таблице.
| Отрасль производства | Решаемые проблемы | Материал | Используемые свойства |
| Переработка полимерных материалов | Малый срок службы, повышенный шум, вибрация |
Molykote G-2001 Molykote BG-20 |
Морозостойкость Работоспособность при высоких скоростях Высокие антикоррозионные свойства Повышенная несущая способность |
|
Стекольная промышленность, Производство минваты |
Высокие скорости, высокие температуры, высокие нагрузки, широкий диапазон рабочих температур, частое повторное смазывание. |
Molykote BG-20
Molykote FB-180
Molykote Multilub |
Высокие скорости (DN до 800000 мм/мин) Высокие антикоррозионные свойства Умеренно высокие скорости (до +160 °С) Повышенная несущая способность |
| Текстильная промышленность | Малый срок службы из-за работы в условиях повышенных температур и скоростей |
Molykote BG-20 Molykote FB-180 Molykote 44 Medium |
Высокие скорости (DN до 800000 мм/мин) Термостойкость (до +180 °С) Термостойкость (до +160 °С) Термостойкость (до +204 °С) |
| Ручной электроинструмент | Повышенный шум и вибрация, интенсивное изнашивание и перегрев из-за больших нагрузок |
Molykote G-4700 Molykote BR-2 Plus
Molykote Multilub |
Длительный срок службы Длительный срок службы Длительный срок службы |
| Полимерная промышленность, металлургия | Схватывание, задир, заедание, вымывание смазки, коррозия |
EFELE MG-211 EFELE MG-212 EFELE MG-213 |
Длительный срок службы Высокие противоизносные свойства Длительный срок службы |
| Уличная техника и оборудование, работающее при низких температурах | Деформация и разрушение пластиковых и резиновых деталей, вымывание, коррозия |
EFELE SG-311 |
Сохраняет пластичность при температурах до -60 °С |
Более подробно ознакомиться с выбором смазки для подшипников качения в зависимости от основных условий их работы можно в статьях «Выбор пластичной смазки для подшипников качения» и «Применение смазочных материалов Molykote и EFELE для подшипников качения».
atf.ru
Обслуживание электродвигателей
При техническом обслуживании дежурный персонал постоянно следит за нагрузкой и вибрацией электродвигателей, температурой и наличием смазки в подшипниках, отсутствием ненормальных шумов и искрения под щетками. Дежурный персонал также производит наружный осмотр и очищает электродвигатель от пыли и загрязнений.
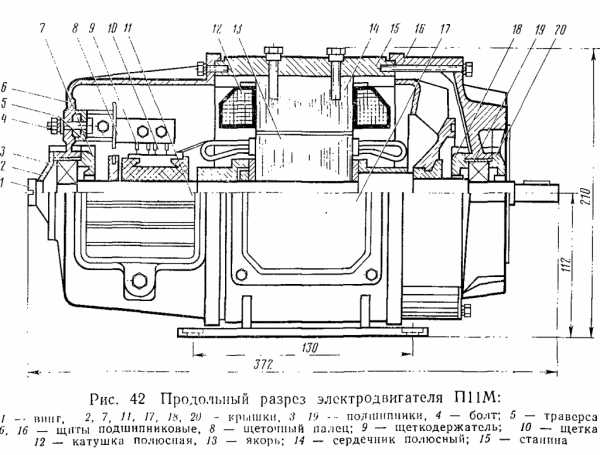
Схема электродвигателя в продольном разрезе.
Периодические осмотры электродвигателей производят по графику, установленному главным инженером предприятия. Осмотры планируют тем чаще, чем тяжелее условия работы и чем более изношены электродвигатели. К тяжелым условиям работы относятся: большая продолжительность или высокая частота пусков, высокая температура или запыленность окружающей среды. Квалификационная группа лица, производящего осмотр, должна быть не ниже III.
Целью осмотров является определение технического состояния электродвигателя и выявление объема работ, которые должны быть выполнены при очередном ремонте. Кроме того, при осмотре производят техническое обслуживание подшипников, колец, щеток и выполняют мелкий ремонт без разборки машины.
Принципиальная схема работы электродвигателя.
Состав работ при осмотрах и техническом обслуживании асинхронных электродвигателей можно посмотреть в этой статье. Перед включением электродвигателя в работу следует убедиться в отсутствии посторонних предметов на механизме, электродвигателе, в исправности контактных колец. Рукоятка пускового реостата должна быть установлена в положение «Пуск», у небольших двигателей проворачивают ротор вручную.
После пуска электродвигателя следят за отсутствием шума и гудения, нагрева корпуса и подшипников, вибрации, биения ременной передачи или соединительной муфты с механизмом. Аварийную остановку электродвигателя производят при несчастном случае, при появлении дыма или пламени из двигателя или пускорегулирующей аппаратуры, при поломке приводимого механизма, при сильной вибрации, при чрезмерном нагреве двигателя с заметным снижением частоты вращения.
При избытке масла оно разбрызгивается, вспенивается и засасывается внутрь машины. Попадая на обмотки, масло снижает характеристики изоляции, что может привести к ее пробою. Недостаток масла приводит к слабой смазке подшипника и его перегреву. Масло в необходимом количестве доливают не реже чем через 10 суток работы подшипника. Не позже чем через 300 ч работы масло в резервуаре полностью заменяют. Для этого отработавшее масло сливают, резервуар промывают керосином, продувают сжатым воздухом и повторно промывают, но не керосином, а маслом, предназначенным для заливки. Затем заполняют резервуар маслом до нормы. Уровень масла вследствие его значительной вязкости устанавливается не сразу. Поэтому доливку масла до нормы производят небольшими порциями.
Схемы подключения электродвигателя.
Подшипники качения смазывают, как правило, консистентными составами. Объем камеры подшипника качения должен быть заполнен на 1/2 при более высоких частотах вращения. Если употреблять смазку в количествах, превышающих указанные, подшипники перегреваются, а смазка вытекает из корпуса. При обнаружении в процессе эксплуатации меньших количеств смазки последнюю добавляют до нормы. Смазку следует применять того же сорта, что и содержащуюся в подшипнике. В зависимости от условий эксплуатации, консистентную смазку заменяют через 3 — 6 мес. работы с предварительной промывкой смесью бензина Б-70 с чистым трансформаторным маслом (6 — 8%).
Промывку ведут при проворачивании вала электродвигателя до тех пор, пока из корпуса подшипника не станет вытекать незагрязненный промывочный состав. Замену смазки в электродвигателях новых серий (4А) можно проводить на ходу без промывки. В подшипниковом узле для этого предусмотрено отверстие для пресс-масленки (в верхней части) и выходное отверстие для отработавшей смазки (в нижней части). Новая смазка подается за подшипник, проходит через него и вытесняет старую смазку.
Контактирующие поверхности колец и щеток должны быть чистыми и иметь правильную цилиндрическую форму, щетки должны прилегать к кольцам не менее чем двумя третями контактной поверхности. Вредное влияние на щеточный контакт оказывает проводящая ток угольная или металлическая пыль, образующаяся при трении щеток о кольца или коллектор.
Габаритный чертеж электродвигателя.
Загрязнения коллектора являются причиной искрения под щетками. При неблагоприятных условиях работы щеточного контакта искрение бывает настолько сильным, что вызывает нагар.
Ежедневно при техническом обслуживании удаляют загрязнения контактных колец угольной и металлической пылью, тщательно протирая поверхность скольжения чистой сухой тканью. Нагар и неровности полируют стеклянной абразивной бумагой № 100/180.
Бумагу укрепляют на изоляционной (деревянной) колодке, имеющей рабочую выемку по форме поверхности кольца. Колодку для удобства пользования снабжают одной или двумя рукоятками.
Поделитесь полезной статьей:
Topfazaa.ru
Уход за электромоторами
Автор — Виталий Пузрин
За последнее время конструкция электромоторов с коллектором заметно изменилась. Появились сменные щетки, многие двигатели стали разборными. Любому мотору требуется уход, чтобы все время получать от него хорошую производительность. Естественно, речь идет не о дешевых одноразовых экземплярах вроде Speed 400, ценой в 6 долларов, а о более серьезных движках, которые применяются на соревнованиях.
Со временем характеристики любого двигателя ухудшаются. Это естественно, поскольку происходит его износ. Однако современные электромоторы могут стоить довольно больших денег. Например, цена хорошего двигателя для класса «modified» (автомодели) может составлять сотню долларов. Конечно, часто менять весь двигатель целиком — довольно накладно и не всегда оправдано, поэтому моделисты стараются продлить его ресурс.
Очистка
Чтобы сохранять характеристики мотора на высоком уровне, желательно очищать его после каждых гонок. Сначала очищаются щетки и коллектор. Это можно делать при помощи специальной щеточки из стеклоткани, которая хорошо удаляет всю грязь. Чтобы при очистке коллектора ротор было удобнее вращать, на него можно надеть любую шестеренку из тех, что есть под рукой.
После того, как щетки и коллектор очищены, при помощи спрея промывается весь мотор, чтобы удалить скопившуюся внутри пыль.
Когда мотор промыт, щетки ставятся на место, на втулки капается масло, и щетки прикатываются в течение 30 секунд от 4 банок (либо от 6 банок через регулятор хода, на 1/4 газа). Мотор при этом не нагружается.
Не забудьте после прикатки заново очистить щетки и коллектор.
Смазка щеток и коллектора
Да, это не ошибка. Есть специальные смазки для щеток и коллектора, которые позволяют заметно улучшить характеристики электродвигателя. В основе тех смазок лежит нечто вроде присадок к маслу для двигателей внутреннего сгорания. Так что не вздумайте капать на коллектор то масло, что идет на втулки мотора.
Смазки для щеток и коллекторов продаются в маленьких емкостях, как масло, и стоят около 5-10 долларов. На соревнованиях без подобных средств уже никак не обойтись.
Замечание. Особенностью применения таких смазок является то, что придется обязательно промывать двигатель после каждого заезда. Иначе в следующий раз его характеристики станут не лучше, а хуже. Все это довольно муторно, так что на обычных тренировках, возможно, будет проще оставить коллектор мотора в покое.
Замена щеток
При эксплуатации мотора щетки придется менять относительно часто. Существуют разные мнения, как долго можно эксплуатировать щетки. Если речь идет о спорте, то мало кто использует более половины длины щеток. Можно менять щетки и раньше, чем они наполовину сточатся, но это, как говорилось выше, уже дело личного опыта и убеждений.
Провода щеток обычно припаивают к контактам на задней крышке, чтобы уменьшить потери энергии. На относительно маломощных моторах, вроде 27-витковых «стоковых» двигателей, можно использовать механическое соединение при помощи прижимного винта.
После того, как вы заменили щетки, их необходимо прикатать. Это делается очень просто:
- Капните немного масла на переднюю и заднюю втулку (или подшипник).
- Запитайте мотор от 4 банок в течение 5 минут. Если у вас нет отдельной батареи из 4 элементов, то запитайте мотор от стандартной 6-баночной батареи через регулятор скорости, включив его на 1/4 газа. Мотор в это время ничем нагружать не надо.
Для нормальной прикатки коллектор должен быть новым или проточенным. Не забудьте после прикатки очистить щетки и коллектор, тогда они прослужат намного дольше.
Проточка коллектора
Самым тонким местом электромотора являются коллектор и щетки. Щетки постепенно изнашиваются и требуют замены. Ну а коллектор со временем покрывается нагаром. И если щетки заменить относительно несложно, то для обновления коллектора его потребуется проточить на специальном станочке.
Во-первых, перед выполнением данной операции нужно решить, насколько она действительно нужна. Если речь идет о соревнованиях, то проточку надо производить каждые 2-10 заездов, в зависимости от двигателя, щеток, и условий эксплуатации. Так, мощный «модифицированный» автомодельный двигатель с жесткими щетками потребует проточки через 2 заезда. А если у вас «стоковый» мотор, то 10 заездов он откатает без заметного ухудшения характеристик. Необходимость проточки определяется визуально, по появлению на коллекторе заметного нагара. Это сложно точно описать, но со временем вы научитесь разбираться самостоятельно.
Для проточки вам понадобится специальный станок, который можно купить в хобби-магазине. Конечно, можно проводить эту операцию и на обычном токарном станке, но многим будет все-таки удобно «обновить» свой движок не выходя из дома, прямо на рабочем столе. Станки для проточки коллекторов делают многие фирмы, и цена колеблется где-то от 150 до 250 долларов, в зависимости от производителя, комплекта поставки и других опций. Как правило, станки различаются механизмами подачи резца и самим резцом (который идет в комплекте). В первом случае, чем дороже станок, тем проще вы сможете регулировать подачу резца, ибо дешевые станки имеют в механизмах подачи резца некоторые люфты. Ну а резец может быть сделан либо из металлокерамики («carbid»), либо из более сложных алмазоподобных композитов («diamond»). Первый вид резцов имеет меньшую скорость резанья и быстрее стачивается, но стоит сравнительно небольших денег (10-20$). Резцы с алмазной режущей кромкой позволяют точить на очень высоких оборотах, имеют большой ресурс, но и стоят, соответственно, под 100$.
Разберите мотор: снимите щетки, открутите заднюю крышку и извлеките ротор и прочие внутренности. Убедитесь, что внутри не осталось никаких прокладок.
Установите ротор на станок для проточки, и не забудьте выровнять основание станка: включите станок и убедитесь, что ротор никуда не съезжает. Если это не так, то подложите под станок прокладки, которые обычно идут в комплекте. И не забудьте сначала капнуть масла в те места, где ротор вращается на станке.
Включите станок и закрасьте коллектор черным маркером. Это поможет легко определить, остались ли на коллекторе непроточенные участки.
Плавно подведите резец и снимите тонкий слой коллектора, каждый раз возврашая резец в исходное положение. Капните на коллектор немного масла, чтобы повысить качество проточки. За один проход следует снимать не более 0.05 мм слоя. Помните, что чем меньше вы снимаете за один проход, тем качественнее получается поверхность и тем дольше прослужит резец. Коллектор протачивают до тех пор, пока не исчезнут все следы от маркера. Во время последнего прохода резец стоит медленно провести в оба конца по несколько раз.
Снимите ротор со станка и не забудьте удалить мусор, который попал между частями коллектора.
На этом проточку можно считать законченой. И не забудьте, что после проточки коллектора желательно заменить щетки или «обновить» их поверхность на специальном станке.
Проверка коллектора
Часто бывает, что дешевые моторы имеют неидеальный коллектор. Коллектор также может быть неровным после неудачной проточки. Проверяется это просто. Мотор запитывют от 4 вольт, а на щетки слегка чем-нибудь надавливают. Если при этом чувствуется вибрация, а мотор увеличивает обороты, значит коллектор недостаточно ровный.
Можно попробовать проточить коллектор заново (если, конечно, кривизна вызвана не станком для проточки). Или же ситуацию можно компенсировать более жесткими прижимными пружинами.
Заключение
Здесь были перечислены практически все моменты, с которыми вам придется столкнуться при эксплуатации электромоторов, имеющих коллектор. Остались открытыми только вопросы, касающиеся подбора щеток и прижимных пружин. Но эта тема весьма обширная и заслуживает отдельной статьи.
Обсудить на форумеwww.rcdesign.ru
Смазка для подшипников какая лучше? Высокотемпературная смазка для подшипников :: SYL.ru
Подшипники обеспечивают движение в механизмах. С их помощью происходит скольжение элементов системы. Для долгого и качественного функционирования деталей следует обеспечить за ними соответствующий уход. Смазка для подшипников является одним из главных элементов, обеспечивающих их движение. Как правильно выбрать скользящую субстанцию, следует изучить перед началом обслуживания элементов механизма.
Функции смазки подшипников
Смазку применяют с определенной целью. Основными функциями субстанции можно назвать следующее:
- уменьшение трения между составляющими частями детали;
- увеличение скольжения поверхностей в результате их деформаций при возникновении нагрузки;
- образуя прослойку, смазка для подшипников уменьшает удары частей детали при работе, продлевая их долговечность;
- позволяет равномерно распределить тепло, вырабатываемое при трении составных элементов друг о друга;
- выполняет функцию охлаждающего вещества при повышенных температурах работы;
- защита от воздействия коррозии;
- препятствует попаданию внутрь детали пыли, загрязнений извне.
Чтобы мазь для велосипедных, автомобильных подшипников, а также в электродвигателях и прочих системах выполняла все перечисленные функции, необходимо учитывать условия использования детали.
Температурный режим
При низких температурах высокотемпературная смазка для подшипников кристаллизируется, густеет. Не рассчитанная для эксплуатации при большом нагреве субстанция будет коксоваться, высыхать.
Поэтому, используя средство для двигателя, например, электродвигателя, необходимо применять пастообразные средства. Они обеспечат нормальную работу системы при температуре от +200 до +1000 градусов. До поднятия этого показателя до черты в +280 градусов высокотемпературные смазывающие вещества по типу пасты выполняют роль противозадирного покрытия. Это защищает деталь от заклинивания.
Для работы детали в диапазоне от -30 до +120 градусов лучшая смазка для подшипников будет иметь минеральную основу.
При температурах от -40 до -70 градусов следует использовать силиконовые средства для скольжения элементов деталей. В быту их используют реже, чем два предыдущих варианта.
Температура — далеко не единственный фактор, который учитывается при выборе скользящего средства. Какую из них лучше выбрать, подскажет частота вращения детали, тип среды и нагрузки, действующие на систему.
Вращение, нагрузки и среда работы подшипника
При достижении предела оборотов, на которые рассчитана смазка, она будет растекаться к краям. Внутри деталь начинает пересыхать.
Предельная скорость задана индивидуально для такого средства, как смазка для подшипников. Какая лучше, следует определить, опираясь на этот показатель. Для высокоскоростных механизмов применяют синтетические средства.
Негативные факторы, влияющие на субстанцию скольжения, следует учитывать при выборе лучшей смазки для подшипников. Вода, пыль, кислота или пар влияют на нее.
Для обслуживания оборудования, применяемого в условиях влияния кислот, растворителей, следует отдать предпочтение средствам, устойчивым к таким влияниям.
Например, смазка для подшипников велосипеда должна быть устойчивой к большому количеству влаги и пыли.
Нагрузка также учитывается при выборе средства по уходу за деталями. Чем она выше, тем сильнее выдавливается субстанция из контактного места. Имея в составе твердые вещества (графит, молибден), смазка обеспечит надежную работу системы. Существуют даже абсолютно сухие средства скольжения.
Смазка подшипников ступицы
Подшипник ступицы представляет собой одну из неотъемлемых частей ходовой автомобиля. При ее поломке возникает стук в процессе управления машиной.
Функции, возложенные на средство скольжения представленной детали, следующие:
- уменьшение трения составляющих деталей ступицы;
- защита от коррозий, загрязнений;
- создать устойчивость к повышению температур;
- иметь свойства уплотнения.
Неправильный выбор и эксплуатация смазки ступичных подшипников станет причиной поломки техники.
Смазка подшипников качения
Представленный тип средств для эксплуатации подшипников применяют для разнообразных видов техники. В зависимости от типа механизмов используют жидкие масла, пластичные и твердые вещества.
Смазка, применяемая для данного вида элементов, помимо главных факторов может учитывать условия работы агрегата в условиях повышенных требований к его чистоте, возможности использования механизма на пищеблоке. Она может обеспечить низкий уровень шума и экологическую чистоту.
Чтобы решить, какую смазку следует использовать для подшипников, следует учесть, что наиболее предпочтительным материалом для этих целей является жидкое масло. Это вещество обладает лучшими показателями отвода тепла, изношенных частиц корпуса детали, вырабатываемых при трении. Масло обладает хорошей проникающей способностью.
Однако, в силу увеличения конструкционных расходов и возможности утечки вещества, чаще применяются пластические средства. Они долговечнее жидких разновидностей смазки. Это позволяет уменьшить конструкционные расходы.
Подшипники электродвигателя
Смазка для подшипников электродвигателей обеспечивает их чистоту и предотвращает появление пыли, песка или грязи внутри детали.
Для каждого типа двигателя применяют соответствующее масло. Менять его следует периодически.
В тихоходных электродвигателях используется смазка марки 30 (Л). Для быстроходных разновидностей подходит вещество с маркировкой 20 (#3). Для среднеходных электродвигателей подойдут оба типа представленных средств.
Любая система нуждается в периодической доливке масла. Это следует делать раз в 10 дней. Также высокотемпературная смазка для подшипников нуждается в полной замене через каждые 3 недели при постоянном использовании оборудования.
Подшипники велосипеда
На продуктах для систем не следует экономить. Качество этого материала напрямую влияет на работу техники.
Периодичность обслуживания подшипников велосипеда зависит от типа конструкции узлов. Втулки на закрытых картриджах обслуживаются гораздо реже, чем на открытых.
Смазка для подшипников велосипеда насыпного типа конструкции подлежит замене не реже одного раза в сезон или два раза в год.
Лучше всего для этого подойдет гигроскопичная разновидность средства с большим диапазоном колебания температур и хорошей адгезией, прозрачного типа.
Комплексные кальциевые, натриевые смазки
Из термостойких средств комплексные кальциевые смазки выступают наиболее распространенными разновидностями, так как они обладают относительно невысокой стоимостью.
Их существует два вида. Первый тип — униол, получаемый путем загущения масел нефти кСа-мылом синтетических жирных кислот. Второй — ЦИАТИМ-221. Его получают при загущении кСа-мылом полисиликсановых жидкостей.
К первой группе относятся такие вещества, как «Униол-ЗМ», «Униол-1», «Униол-2».
Ко второй разновидности комплексных кальциевых смазок принадлежат ВНИИНП-207, 214, 219, 220. Они содержат до 3 % дисульфида молибдена.
Из натриевых термостатических смазок сохранилось производство только НК-50. Ее создали еще до Второй мировой войны.
Пигментные смазки
Одними из первых стали применять в работе оборудования при достижении высоких температурах пигментные вещества.
Одной из самых известных является синяя смазка для подшипников ВНИИНП-246 (ГОСТ 18852-73). Она выглядит как довольно мягкая мазь. Ее особенностью является большой предел рабочих температур: от -80 до +200 градусов.
Синюю смазку для подшипников используют для малонагруженных скоростных деталей качения, в электродвигателях, механизмах зубчатых передач, работающих в условиях широкого температурного разбега или вакууме.
Однако это дорогостоящий продукт. Существуют другие, более дешевые варианты подобных веществ. В таком же диапазоне температур применяют темно-фиолетовую мазь ВНИИНП-235. Но для полного вакуума она не подходит. Применяется этот продукт в малоскоростных подшипниках качения, системах управления самолетами.
Литиевые смазки
Специальными смазками для подшипников являются литиевые их разновидности. Они обладают высокими водоотталкивающими свойствами.
Литиевая смазка для подшипников имеет один из самых широких диапазонов рабочих температур. Поэтому она известна как наиболее универсальное средство для скольжения.
Продукт готовится на синтетических материалах или их смеси с минеральными маслами. В качестве загустителя используются разные органические и неорганические вещества.
При увеличении скорости вращения деталей снижается вязкость вещества.
К самым известным смазкам представленного типа относятся ЦИАТИМ-201, 202, ОКБ 122-7. Для подшипников закрытого вида применяют ЦИАТИМ-203, ВНИИНП-242.
Твердые смазки
При определенных условиях, например, полном вакууме, холоде, высоком нагреве, когда недопустимо даже незначительное загрязнение составных частей подшипника маслом, применяют твердые разновидности скользящего средства.
Самыми известными представителями выступают графит и дисульфид молибдена.
Чтобы определить, какую смазку использовать для подшипников, нужно ознакомиться со свойствами этих веществ.
Твердые субстанции обладают высокими антифрикционными качествами, которые основаны на их пластинчатой структуре. Сдвиг фракции не требует больших усилий, что обеспечивает низкий показатель трения поверхностей.
Для этих целей используют также дисульфид вольфрама, окислы, нитрид бора или фтористые соединения.
Подобные вещества устойчивы к истиранию. Однако для обеспечения продолжительной работы пленки твердых разновидностей применяют связующие с хорошей адгезией. Оптимальная толщина подобной пленки должна составлять 5-25 мк.
Из самосмазывающихся твердых средств применяются металлокерамические композиции с дисульфатом молибдена. Также подобные смеси выполняются на основе полимеров. Самыми пригодными для этих целей считаются фторопласты.
Выводы
Рассмотрев существующие виды скользящей основы, следует сделать вывод, что для каждого типа оборудования применяется особый вид вещества. Обслуживание детали достаточно несложно провести в домашних условиях, вооружившись всеми необходимыми знаниями о данном процессе.
Смазка для подшипников учитывает все условия и требования к работе оборудования. Правильно подобранное и грамотно эксплуатируемое средство обеспечит длительный срок функционирования механизма независимо от того, к какой системе он относится.
www.syl.ru