Размеры венцов маховика – Маховик двигателя: назначение, принцип работы и разновидности
Проточка маховика, замена венца маховика На фото венец маховика 2110 и 2101.   Отличаются они количеством зубьев на венце Ваз 2101 — 129 зубьев, на венце Ваз 2110 — 128 зубьев. Снимаем венец с маховика. Легкими ударами молотка через проставку из мягкого металла, алюминия или меди, равномерно сбиваем венец.   Для соединения двигателя Ваз 2108, Ваз 2110, Ваз 2170 с другой коробкой переключения скоростей, например Заз 968, у которой стартер находится со стороны двигателя требуется переставить После того как маховик проточен на него необходимо посадить на горячую венец. В домашних условиях это совсем нетрудно сделать. Для этого маховик кладем в морозилку, на несколько часов.  А венец маховика разогреваем в духовке плиты 15-20 минут при температуре 150-200 градусов. Не забудьте о мерах безопасности.  Главное все действия производить быстро. Тогда разогретый венец легко садиться на охлажденный маховик. После посадки необходимо немного провернуть венец, чтоб он четко сел на своё место. После чего оставить до полного остывания.    При вышеописанном методе операция занимает несколько минут, желаю удачи! Характеристики венцов Ваз Зубчатый венец обода маховика 2101-1005115 Ваз 2101-2107 Масса — 0,62 кг Диаметр наружний — 277,5 мм Ширина — 12 мм Число зубьев — 129 Модуль — 2,1166
Зубчатый венец обода маховика 2112-1005115 Ваз 2110-2170Масса — 0,672 кг Диаметр наружний — 278,5 мм Ширина — 12 мм Число зубьев — 128 Модуль — 2,1166 Зубчатый венец обода маховика 2108-1005115 Ваз 2108 — 2115Масса — 0,556 кг Диаметр — 273,9 мм Ширина — 12 мм Число зубьев — 128 Модуль — 2,1166 |
zazsila.ru
Маховик двигателя ВАЗ
Если рассматривать устройство и принцип работы ДВС, то рано или поздно придется столкнуться с таким изделием, как маховик. По своему конструктивному исполнению он не представляет чего-то сложного, но выполняемые им функции чрезвычайно важны, и непонятно, каким образом можно обойтись без него.
Что такое маховик в автомобиле?
По сути дела, маховик двигателя является составной частью нескольких самостоятельных систем. К его функциям можно отнести:
- уменьшение колебаний при вращении коленвала ДВС. В этом случае маховик выступает как часть двигателя;
- передачу момента на КПП от силового агрегата. Маховик кроме всего прочего является первичным диском сцепления;
- передачу момента на коленвал от стартера. Через венец маховика от стартера поступает момент для раскручивания коленвала и запуска двигателя.
Чтобы лучше понять принцип его работы и те возможности, которые реализует конкретное устройство, надо рассмотреть отдельно каждый случай применения.
Для чего нужен маховик
- Как элемент ДВС. Основное, если так можно сказать, самое первое его применение. Понять выполняемые в этом случае функции поможет фото
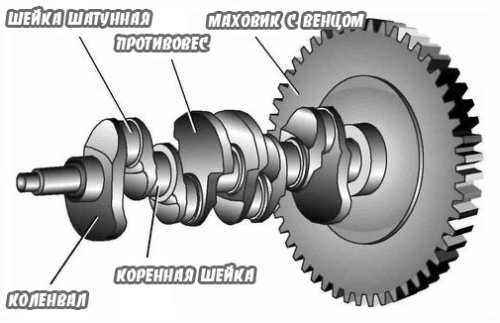
Здесь: 1 – шейка шатунная, 2 – противовес, 3 – маховик с венцом 4 – коренная шейка, 5 – коленвал.
Работа четырехтактного ДВС подразумевает, что энергия от сгорания топлива появляется неравномерно из-за того, что в разных цилиндрах этот процесс происходит в разное время. Такое ее поступление обуславливает изменяющийся во времени момент на валу ДВС. Для сглаживания этих пульсаций, а также любых неравномерностей при вращении коленвала, предусмотрено использование маховика, выступающего своеобразным аккумулятором кинетической энергии. - Полученный крутящий момент необходимо передать на колеса, и опять в этом процессе не обойтись без маховика. Такое его назначение основано на том, что он используется в качестве первичного вала сцепления, как показано на фото:
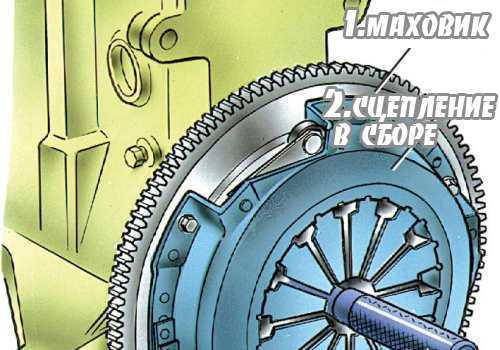
1 – маховик, 2 – сцепление в сборе.
В данном случае от маховика сцепление получает крутящий момент, выдаваемый ДВС, а затем передает его дальше на КПП. Не касаясь того, как организовано взаимодействие маховик-сцепление, стоит только отметить, что здесь он выступает в двоякой роли – как оконечный элемент ДВС, на который поступает развиваемый крутящий момент, и как часть сцепления, этот момент получающий. - Использование маховика при запуске ДВС. Такое его применение показано на фото ниже:
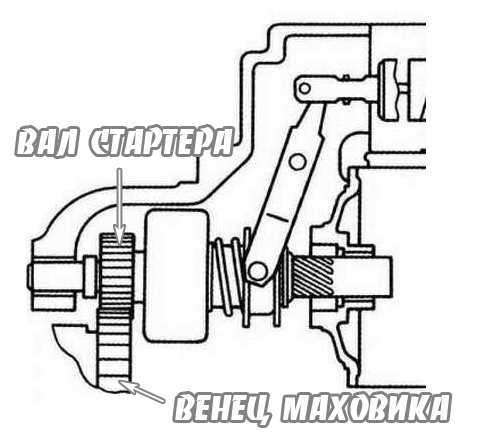
Принцип работы, в этом случае, следующий – при повороте ключа зажигания реле вводит в зацепление венец маховика и шестеренку на валу стартера. Стартер начинает крутиться, создаваемый им момент раскручивает маховик и, соответственно, коленвал двигателя. Он запускается, после чего венец маховика и стартер разъединяются. Теперь должно быть понятно, для чего нужен венец.
Обычный, демпферный маховик и другие его виды
Конструктивно различают такие виды его исполнения:
- сплошной или обычный;
- двухмассовый или демпферный;
- облегченный.
Наиболее распространенным является сплошной маховик. По сути дела – это обычный металлический диск, на котором по торцу выполнен венец.
Для разных моделей автомобиля используется свое исполнение, обычно диаметр диска тридцать-сорок сантиметров. Как пример можно привести диск ВАЗ 2101, его вес равен 6,7 кг, а диаметр сцепления двести мм, тогда как для ВАЗ 2110 – вес 6,3 кг. Не существует единого варианта для любых моделей, на все ВАЗ, например, такие как 2112, 2114, 2110, применяется свое исполнение.

Двухмассовый маховик, принцип работы
Однако зачастую это не самый лучший вариант маховика, используемого на автомобиле. Дело в том, что ДВС работает неравномерно, кроме того режимы движения постоянно меняются (ускорение, замедление), что приводит к дополнительным нагрузкам на коленвал. Пусть будет самая простая ситуация – автомобиль движется равномерно и прямо. Впереди освобождается дорога, предположим, что трактор свернул в сторону, получив свободное пространство, водитель начинает разгоняться.
При этом возникает несколько дополнительных источников нагрузки. Неравномерность процессов воспламенения топлива приводит к тому, что коленвал вращается также неравномерно. Ее частично сглаживает маховик. Но есть еще одна особенность – при ускорении автомобиля коленвал раскручивается с большей частотой, чем работал раньше.
Для вала она превышает частоту вращения маховика, вал уже раскрутился, а маховик, благодаря своей инерционности, – нет, вследствие чего возникают дополнительные нагрузки, так называемые «крутильные колебания». Они передаются в трансмиссию, в результате чего появляется дополнительный стук, вибрация в КПП и прочие подобные подарки. Выходом из такой ситуации может стать использование двухмассового маховика.
Что же это за устройство, позволяющее добиться отличного результата? Двухмассовый маховик показан на фото, по сути дела, он представляет собой два диска, соединённых между собой пружинами.

Конструктивное исполнение конкретного двухмассового устройства может быть отличным от показанного выше. В любом случае – это два диска, соединенных подшипником. Первый диск крепится на коленвал, и на нем располагается венец для подключения стартера, второй связан со сцеплением. Между дисками установлена пружинная демпферная система. Диски имеют возможность вращаться друг относительно друга, при этом пружины гасят рывки и различные колебания, возникающие при работе ДВС.
Такой двухмассовый маховик обеспечивает защиту деталей сцепления от рывков и ударов, позволяет уберечь трансмиссию от перегрузок, снижает износ синхронизаторов.
Однако не все хорошо, во всяком случае, двухмассовый маховик не может похвастаться широким применением, например, как обычный маховик ВАЗ 2108.
А все дело в том, что при движении на малых оборотах, особенно на автомобилях с дизельными двигателями, обладающими при этом повышенным моментом, неравномерность воспламенения топлива максимальна. Следствием движения в таком режиме будет возникновение значительных крутильных колебаний, приводящих к увеличенному уровню нагрузки на демпферные пружины. В результате чего двухмассовый маховик выходит из строя.
Стоит отметить, что кроме двухмассового маховика есть и другие его разновидности, но это тема уже отдельного разговора.
Что используют в автомобилях ВАЗ?
Нет ничего удивительного, что для машин ВАЗ, например таких, как 2112, 2114, 2110, как уже отмечалось, используются разнообразные маховики. В авто этого семейства применяют обычный, а не двухмассовый маховик. Правда, для представителя каждого семейства ВАЗ он свой, отличающийся весом и размерами диска сцепления.
Так, на всю классику ВАЗ ставится маховик от 2101, на Ниву и Шеви Ниву – от 21213. Восьмерки комплектуются изделиями от 2109. Десятки, Калины, Приоры, Гранты используют маховик от ВАЗ 2110. Все виды маховиков, от ВАЗ различных семейств, например таких, как 2112, 2114, 2110, отличаются различным посадочным местом, внешним диаметром и венцом.
Роль и значение маховика в ДВС переоценить трудно, да наверное, просто невозможно. Именно он сглаживает рывки, создает нормальные условия для работы трансмиссии и уменьшает вибрацию от мотора, передаваемую на кузов. С целью повышения его эффективности используются различные конструкции, хотя зачастую и исполнение в виде обычного диска вполне успешно работает в двигателе.
Маховик – маховое колесо — belais
Для двигателей ВАЗ существует несколько вариантов стандартных маховиков. Для классического двигателя (вес стандартного маховика 2101 – 6,7 кг, для использования сцепления диаметром 200 мм). Для Нивы (стандартный вес 21213 – 6,6 кг, для использования сцепления диаметром 215 мм). Для восьмого семейства (вес стандартного 2109 – 6,6 кг, для использования сцепления диаметром 184 мм). Для десятого семейства (вес стандартного 2110 маховика 6,3 кг, для использования сцепления 200 мм). На все классические двигатели устанавливаются с завода маховики 2101. На Нивы и Шеви Нивы устанавливаются 21213. На восьмое семейство устанавливаются маховики 2109. На десятое семейство, калины, приоры, лады гранты – устанавливается 2110. Маховик ВАЗ 2110 имеет преимущество перед маховиком 2108-2109. На него, возможно установить сцепление большего диаметра, а значит возможно передать более высокий крутящий момент в трансмиссию. Передача крутящего момента в трансмиссию очень важно при тюнинге автомобиля. Помимо размера посадочного места под сцепления, маховики отличаются также внешним диаметром и венцом, с помощью которого стартер передает вращение маховику. Для того чтобы наши клиенты могли использовать более мощное сцепление на восьмом семействе автомобилей ВАЗ нами изготовлен маховик 21108. Он включает в себя маховое колесо 2110 с напрессованным на него венцом 2108.Облегченные маховики
Облегченные маховики изготавливают для снижения инерционных нагрузок на больших оборотах. Большие инерционные нагрузки могут привести к разрушению двигателя. Но и чрезмерное облегчение может привести к разрушению самого маховика. Если вам важен более уверенный старт, то не стоит облегчать маховик. Облегченный маховик эффективен, если вы используете двигатель в высоком диапазоне оборотов. Самое надежное и эффективное облегчение маховика достигается путем снятия метала, с самого большого радиуса маховика. Также необходимо помнить, что маховик несет функцию радиатора. Он забирает и рассеивает тепло, которое вырабатывается при работе сцепления (чем больше «радиатор» тем больше эффективность).



 21 ноября 2015 — 3460 просмотров
21 ноября 2015 — 3460 просмотров
belais.ru
Маховик с венцом двигателя СМД
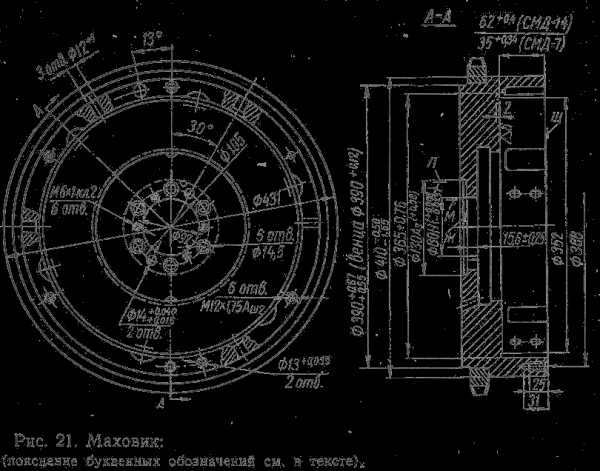
Маховик (рис. 21) двигателя СМД-14 (деталь 14-0402-1) изготавливают из чугуна СЧ 18-36, твердость НВ 163— 229, а маховик двигателя СМД-7 (деталь СМД1-0402) изготавливают из чугуна СЧ 15-32, твердость НВ 163— 229. Допускается изготовление маховиков двигателей СМД из чугуна СЧ 21—40. Венцы маховиков (деталь СМД1—0403) двигателей СМД-14 и СМД-7 взаимозаменяемы. Маховики двигателей СМД-14 и СМД-7 не взаимозаменяемы, хотя большинство размеров маховиков одинаковые.
Маховик подлежит ремонту при наличии следующих дефектов:
1) Износ и задиры поверхности маховика, сопрягаемой с ведомым диском муфты сцепления глубиной более 0,2 мм.
2) Износ поверхности отверстий маховика под болты крепления к коленчатому валу.
3) Износ поверхности отверстия под подшипник до диаметра более 80,04 мм.
4) Износ поверхности отверстий под установочные штифты до диаметров более 14,09 мм и 13,09 мм.
5) Износ или повреждение резьбы.
6) Износ зубьев венца до толщины не менее 5,3 мм и до длины не менее 23 мм.
7) Несбалансированность маховика.
Маховик выбраковывают при:
трещинах и поломках.
Венец маховика выбраковывают при:
1. Износе зубьев венца маховика до толщины менее 5,3 мм;
2. Износе зубьев до длины менее 23 мм.
Протачивание рабочей поверхности Е.
Неравномерную выработку рабочей поверхности маховика, сопрягаемой с фрикционными накладками ведомого диска муфты сцепления, задиры и риски устраняют проточкой (подрезкой) рабочей поверхности. Для этого маховик отверстием под подшипник крепят на оправке (рис. 22) и вместе с оправкой устанавливают в центры токарно-винторезного станка типа 163.

Протачивают рабочую поверхность подрезным резцом до выведения неровностей, задиров и рисок. После этого протачивают кольцевую канавку шириной 6 мм и глубиной 2 мм соответственно показанной на рис. 21. Для удаления следов обработки резцом рабочую поверхность зачищают шлифовальной шкуркой зернистостью 8—6, наклеенной на деревянный брусок. При необходимости подрезают торцовую поверхность Щ, сопрягаемую с упорным диском муфты сцепления, выдержав размер 62+0,4 мм (СМД-14) и 35+0,35 мм (СМД-7) соответственно показанным на рис. 21.
Непрямолинейность и неплоскостность рабочей поверхности Е допускается не более 0,15 мм. Проверку прямолинейности и плоскостности поверхности Е производят поверочной линейкой 300 мм и набором щупов № 3.
Биение поверхности Щ относительно поверхности М под подшипник допускается не более 0,25 мм на крайних точках. Торцовое биение рабочей поверхности Е допускается не более 0,1 мм на крайних точках. Биение проверяют индикатором часового типа с пределом измерения 0—10 мм, закрепленным на универсальном штативе.
Чистота рабочей поверхности Е должна соответствовать 6 классу. Раковины на поверхности Е не допускаются; на поверхности Щ допускается не более 5 раковин с наибольшим измерением до 5 мм, глубиной до 4 мм, расположенных друг от друга и от кромок на расстоянии не менее 10 мм.
Рассверливание отверстий под болты крепления к коленчатому валу.
Изношенные отверстия под болты крепления к коленчатому валу рассверливают до диаметра 16,5 мм на вертикально-сверлильном станке.
Поверхности отверстий должны быть чистыми, без рисок и задиров. Смещение осей отверстий от нормального положения допускается не более 0,1 мм.
Маховик с рассверленными отверстиями под болты крепления к коленчатому валу комплектуют с коленчатым валом, у которого во фланце в отверстиях под болты крепления маховика нарезана резьба ремонтного размера М16?1,5 кл. 2.
Восстановление отверстия под подшипник
Восстановление отверстия под подшипник производят запрессовкой кольца с последующим растачиванием под нормальный размер. Отверстие под подшипник растачивают до диаметра 85+0,070 мм. Изготавливают из стали 40 втулку с наружным диаметром 85 +0,125 +0,195 мм, внутренним—79,4±0,2 мм и высотой 15,6±0,2 мм. С одной стороны по наружному диаметру снимают фаску 0,5?45°. С помощью слесарного молотка 500-граммового и ступенчатой наставки dі = 85,4 мм и hі = 100 мм, d2 = 78,5 мм и h2 = 10 мм втулку запрессовывают в расточенное отверстие маховика. В запрессованной втулке растачивают отверстие до нормального диаметра 80+0.008 -0.023 мм. Биение поверхности М отверстия под подшипник относительно оси поверхности Л (рис. 21) допускается не более 0,05 мм. Чистота обработки поверхности отверстия под подшипник должна соответствовать 7 классу.
Ремонт отверстий под установочные штифты
Ремонт отверстий под установочные штифты сводится к развертыванию отверстий под ремонтный размер до диаметра 13,5 +0,035 мм и 14,5 +0,016 +0,040 мм. Поверхности отверстий должны быть без задиров, чистыми и гладкими. Неперпендикулярность осей отверстий под установочные штифты к плоскости Ж прилегания к фланцу коленчатого вала допускается не более 0,1 мм на длине 50 мм.
Проверку перпендикулярности поверхностей М и Ж (рис. 21) относительно друг друга производят специальным приспособлением и набором щупов № 3. Приспособление представляет собой штифт диаметром 13,5-0,012 мм или 14,5 -0,012 мм, скрепленный с пластинкой; поверхность пластинки должна быть перпендикулярна к цилиндрической поверхности штифта. Длина штифта 16 мм, а пластинки — 65 мм.
Если развертывают отверстия в маховике под установочный штифт до диаметра 13,5-0,012 мм, изготовляют из стали 45 установочный штифт ремонтного размера диаметром 13,5-0,035 мм, длиной 26-0,5 мм и в упорном диске муфты сцепления зенкеруют или развертывают отверстия до диаметра 13,7 +0,035мм (для дет. 14-2107-1) и 13,7 +0,070 мм (для дет. СМД1—2107).
Ремонт резьбовых отверстий
Ремонт резьбовых отверстий под болты крепления упорного диска муфты сцепления и под болты крепления корпуса сальника сводится к исправлению резьбы прогонкой метчиком или к нарезанию резьбы ремонтного размера.
Исправляют резьбу прогонкой метчиками М12?1,75Д и М6?1Д при срыве не более двух ниток или при наличии забоин.
Если имеет место износ или срыв резьбы более двух ниток, резьбовые отверстия рассверливают до диаметра 12,3 мм на глубине 31 мм и 6,6 мм на проход и нарезают в них резьбу соответственно М14?1,5 кл. 2 на глубину 25 мм и М8?1 кл. 2 на проход. Рассверливают резьбовые отверстия на сверлильном станке, а нарезают ручными метчиками М14?1,5Д и М8?1Д.
Резьба должна быть полной и чистой. Резьбу проверяют резьбовыми пробками или новыми болтами соответствующего размера и степени точности.
Если нарезают в маховике ремонтную резьбу, в упорном диске муфты сцепления рассверливают отверстия под болты до диаметра 15,5 мм и в корпусе сальника до диаметра 9 мм, а также изготовляют из стали 35 болты ремонтного размера М14? 1,5?30 и М8?1?25
Ремонт венца маховика.
Сколы, заусеницы и забоины зачищают, а торцы зубьев закругляют шлифовальным кругом обдирочно-шлифовального станка типа 3A382 с гибким валом или личным напильником.
Если зубья венца по длине изношены более чем на 2 мм (до длины менее 23 мм), но при этом толщина зубьев более 5,3 мм, допускается перепрессовка венца обратной стороной. При перепрессовке должен быть обеспечен натяг не менее 0,38 мм. Для сохранения минимально допустимого натяга 0,38 мм, необходимо, чтобы диаметр венца был не более 390,5 мм. Венец перед на прессовкой нагревают до температуры 200—250°. На прессовку венца на маховик производят, на гидравлическом прессе типа М0-2002 с использованием оправки.
Балансировка маховика.
Устанавливают маховик на универсальный стенд для статической балансировки ОПР-1159 и балансируют сверлением отверстий в утяжеленной части маховика. Сверлят отверстия на торцовой плоскости обода, обращенной в сторону коленчатого вала (поверхность X, рис. 21) на радиусе 185 мм. Отверстия должны быть диаметром не более 9 мм и глубиной не более 10 мм.
Маховик должен сохранять равновесие в любом положении. Статическая несбалансированность должна быть не более 100 гсм.
vdvizhke.ru
Технологическая часть. Служебное назначение маховика
2. Технологическая часть.
2.1 Служебное назначение маховика.
Основное назначение маховика — это обеспечение равномерности хода двигателя и создание необходимых условий для трогания машин с места. Для тракторных двигателей, работающих обычно с большой нагрузкой, характерен тяжелый разгон машины, поэтому маховик, как правило, имеет максимальный размер.
Маховик воспринимает нагрузку коленчатого вала, и передает через муфту сцепления и коробку передач на дифференциал трактора. Кожух маховика крепится к двигателю, а маховик к фланцу коленчатого вала. Маховик относится к механизму уравновешивания.
С поломкой данного узла дальнейшая эксплуатация самоходной машины невозможна.
2.2 Возможные неисправности и причины их возникновения маховика.
Механические повреждения могут возникнуть от действия ударных нагрузок (трещины, и вмятины кожуха маховика), механическое повреждение венца маховика, в виде износа первоначальных размеров. А также дефекты, возникшие в результате неправильной сборки (несоблюдения посадок в сопряжениях, перекос махового колеса при сборке, превышение момента затяжки болтов).
2.3 технические условия на капитальный ремонт маховика.
2.3.1. технические условия и требования к сборке маховика.
Прежде чем приступить, к сборке данного узла необходимо провести дефектовку всех деталей. Нормальный диаметр посадочного отверстия
+ 0,045
маховика под фланец коленчатого вала 190 мм. Посадка маховика на фланце коленчатого вала с зазором 0,022 — 0,097 мм. Номинальный размер
-0Л5
диаметра проточки на маховике под зубчатый венец 540 мм. Нормальные
-0.23
биения относительно оси посадочного отверстия под фланец коленчатого вала+0,045
(диаметр 190 мм ) равны: цилиндрической поверхности под венец не более 0,08 мм, торцовой поверхности под венец не более 0,1 мм, торцовой привалочной поверхности обода маховика не более 0,2 мм; торцевое биение обода маховика не
более 0,3 мм. Риски с метками ВМТ расположены в одной плоскости, проходящей+0,023
через оси двух диаметрально противоположных отверстий диметром 20 мм под болты крепления маховика к коленчатому валу.
Статическая несбалансированность маховика относительно оси не более 150 гсм. При балансировке можно сверлить не более шести отверстий диаметром 25 мм и глубиной не более 50мм на расстоянии 210 мм от оси. Расстояние между крайними отверстиями не менее 10 мм.
Венец маховика изготовлен из стали 40 Г. рабочая поверхность зубьев, впадин и затыловая часть на торцах зубьев цементированы на глубину 0,8 — 1,2 мм. Остальные поверхности предохранены от цементации. После цементации и закалки твердость рабочих поверхностей зубьев не менее 429 единиц по Бринеллю (диаметр отпечатка 2,95 мм). Поверхности зубьев должны быть чистыми, без забоин, глубоких рисок и следов черновой нарезки. Внутренний посадочный
+0,120 +0,120
диаметр венца (до термической обработки) 540 мм, а наружный 618,09 мм. Параметры зубчатого венца маховика: модуль 4,25; угол зацепления 20 коэффициент высоты 0,7647; толщина зуба на средней линии зацепления 6,67 мм; число зубьев 139; толщина зуба на дуге делительной окружности 6,908 мм; угол наклона зуба к делительной окружности 15; направление наклона левое-0,25
отклонение основного шага _+ 0,3 мм. Нормальная толщина зуба по зубомеру 6,67-0,35мм при установке зубомера по высоте на 4,27 мм; допустимая; без ремонта толщина зуба не менее 6 мм. При большем износе венец маховика повертывают на 180 градусов и напрессовывают на маховик другой стороной. Отклонение от перпендикулярности внутренней поверхности венца относительно боковой не более 0,1 мм на длине 26мм.
Неплоскостность боковых поверхностей венца не более 2мм. Эллипсность внутреннего отверстия венца маховика после термической обработки не более 2мм при условии, что средний арифметический размер из пяти замеров находится в -0,2 пределах 540 мм .-0,8
Для установки на маховик венец нагревают до температуры 150 градусов и, не давая ему остыть, насаживают на маховик. Перед посадкой венца в маховик ввертывают направляющую шпильку с наружным диаметром, равным диаметру болта крепления маховика напрессовывают на маховик до упора в торец проточки. Если при посадке венца использовать старые резьбовые отверстия в маховике невозможно, смешают отверстия вмаховике относительно отверстий в венце на величину не менее одного диаметра отверстия, просверливают в ободе маховика через отверстия в венце десять новых отверстий на глубину не более 52 мм и нарезают в них резьбу М1Ох1,5 глубиной 45мм.
Кожух маховика изготовлен из серого чугуна СЧ 18-36. непараллельность при вал очных поверхностей кожуха относительно друг друга не более 0.3 мм.
vunivere.ru
Маховик ВАЗ 2110 венец ВАЗ 2101, облегчённый
Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайт Участвовать в обсуждении могут только зарегистрированные пользователи. Войдите на сайтclubturbo.ru
Технологическая часть. Служебное назначение маховика, страница 2
Неперпендикулярность привалочных поверхностей под лапы относительно привалочной поверхности кожуха к блоку двигателя не более 0,3 мм. При установке задних лап на кожух маховика шпильки крепления лап ввертывают на сурике и перед затяжкой гаек лапу сдвигают вверх до упора в буртик на привалочной поверхности.
Перед установкой кожуха проверяют наличие двух установочных шрифтов на привалочной поверхности блока. Болты и гайки крепления кожуха плотно затягивают.
При установке маховика на фланце коленчатого вала следят за совмещением меток, нанесенных при разборке. Если при снятии маховика метки на маховике Ии фланце коленчатого вала не были нанесены, маховик устанавливают так, чтобы при положении поршня первого цилиндра в верхней мертвой точке на маховике «ВМТ 1 — 4ц» совпала с острием указателя, укрепленного на кожухе. После установки и закрепления маховика проверяют зазор в зацеплении приводной шестерни механизма включения с венцом маховика. Нормальный боковой зазор в пределах 0,2 — 1 мм. Приводная шестерня при её включении и выключении должна легко передвигаться вдоль зубьев венца маховика. Проверку дают не менее чем в пяти положениях маховика.
2.3.2 Таблица зазоров — натягов в сопряжениях.
Для проведения и корректировки технических условий составляем таблицу посадок основных сопряжений деталей, пользуйся техническими условиями на сборку, сборочными чертежами.
Таблица №1: Зазоров — натягов в сопряжениях.
|
Обозначение |
Деталь |
Размер, мм |
Зазор — |
натяг, мм |
|||
|
на рисунке |
Номиналь |
Допустимый |
Номинальный |
Допустимый |
|||
|
ный |
без ремонта |
без ремонта |
|||||
|
Зазор |
Натяг |
Зазор |
Натяг |
||||
|
1 |
Маховик |
||||||
|
1.1 |
Диаметр посадочного отверстия маховика под фланец коленчатого вала. |
-0,15 190 -0,23 |
190 |
0,022 0,097 |
0,05 |
||
|
1.2 |
Диаметр проточки на маховике под зубчатый венец. |
-0,15 540 -0,23 |
540,02 |
0,015 |
0,010 |
||
|
1.3 |
Внутренний посадочный диаметр венца. |
+0,120 540 |
540,01 |
0,015 |
— |
0,010 |
|
2.4 Составление технологических схем сборки маховика.
2.4.1 Разработка схемы узловой сборки маховика.
005 (первая): Установка лап к кожуху маховика.
010 (вторая): Установка кожуха маховика.
015 (третья): установка на маховик пальцев и замковых шайб с использованием кернения.
020 (четвертая): Установка венца на маховик с использованием термической обработки.
025 (пятая): соединение маховика с фланцем коленчатого вала.
030 (шестая): Установка указателя к кожуху маховика.
035 (седьмая): Установка крышки к кожуху маховика.
040 (восьмая): Установка пробки к кожуху маховика.
005 (первая): Установка лап к кожуху маховика.
010 (вторая): Установка кожуха маховика.
015 (третья): установка на маховик пальцев и замковых шайб с использованием кернения.
020 (четвертая): Установка венца на маховик с использованием термической обработки.
vunivere.ru