Можно ли варить сваркой в сырую погоду – Проведение сварочных работ в разных природных условиях
Проведение сварочных работ в разных природных условиях
Сварочные работы проводятся в разных условиях, таких как дождь, снег и пр.
При сварочных работах в дождь необходимо одевать прорезиненные перчатки и на землю класть резиновый коврик, чтобы избежать удара электрическим током.
Исключить данные трудности в дождь или снег можно соорудив навес из брезента или из пленки. После этого над свариваемой конструкцией будет установлен подобный навес ни дождь ни снег не страшен сварщику.
Один из видов сварки это сварка под водой. Представляет собой сварку под водой в разных глубинах. Сварка под водой осуществляется для сварки газопроводов, трубопроводов, металлических конструкций пирсов, днищ судов.
Из-за особенностей напряжение для сварки под водой требуется больше чем обычно. Работы можно осуществлять при токах, которые применяются при обычных условиях, но на постоянном токе дуга более устойчивая.
Для указанного вида сварки используются электроды, которые пропитываются спец. составами. Как правило, применяют электроды от четырех до шести миллиметров.
При указанном виде сварки применяют спец. оборудование, в частности держак для электродов должен быть хорошо заизолирован.
Металлические конструкции под водой свариваются как обычными сварочными аппаратами, так и аппаратом полуавтоматическ
Сварке под водой имеет ряд сложностей, в частности в воде плохо видно, двигаться не комфортно, оборудование водолаза тяжелое, возможны сильные течения.
Что касается возможностей человека под водой, то дело состоит в том, что зачастую чем глубже производятся сварочные работы, тем сложней сама сварка и процесс работы. Так как даже подъем с глубины являет собой сложный процесс адаптации человека к изменяющейся окружающей среде в процессе подъема, а именно изменяющего давления. Резкий подъем человека на поверхность не допустим из-за возможности развития кесонной болезни.
Для заказа вы можете обратиться к менеджерам нашей компании
по телефону:+7 (342) 204 76 54 или отправить заявку на нашу
электронную почту:[email protected]
svarkaperm.ru
Сварка в дождь
Проведение сварочных работ в разных природных условиях
Сварочные работы проводятся в разных условиях, таких как дождь, снег и пр.
При сварочных работах в дождь необходимо одевать прорезиненные перчатки и на землю класть резиновый коврик, чтобы избежать удара электрическим током.
Исключить данные трудности в дождь или снег можно соорудив навес из брезента или из пленки. После этого над свариваемой конструкцией будет установлен подобный навес ни дождь ни снег не страшен сварщику.
Один из видов сварки это сварка под водой. Представляет собой сварку под водой в разных глубинах. Сварка под водой осуществляется для сварки газопроводов, трубопроводов, металлических конструкций пирсов, днищ судов.
Из-за особенностей напряжение для сварки под водой требуется больше чем обычно. Работы можно осуществлять при токах, которые применяются при обычных условиях, но на постоянном токе дуга более устойчивая.
Для указанного вида сварки используются электроды, которые пропитываются спец. составами. Как правило, применяют электроды от четырех до шести миллиметров.
При указанном виде сварки применяют спец. оборудование, в частности держак для электродов должен быть хорошо заизолирован.
Металлические конструкции под водой свариваются как обычными сварочными аппаратами, так и аппаратом полуавтоматического действия. Сварка возможна как на реке, так и в морской воде.
Сварке под водой имеет ряд сложностей, в частности в воде плохо видно, двигаться не комфортно, оборудование водолаза тяжелое, возможны сильные течения.
Что касается возможностей человека под водой, то дело состоит в том, что зачастую чем глубже производятся сварочные работы, тем сложней сама сварка и процесс работы. Так как даже подъем с глубины являет собой сложный процесс адаптации человека к изменяющейся окружающей среде в процессе подъема, а именно изменяющего давления. Резкий подъем человека на поверхность не допустим из-за возможности развития кесонной болезни.
Для заказа вы можете обратиться к менеджерам нашей компании по телефону:+7 (342) 204 76 54 или отправить заявку на нашуэлектронную почту:[email protected]
Форма для заказа:
svarkaperm.ru
Советы по работе со сварочным инвертором
Итак, вы наконец-то решились купить сварочный инвертор. Поздравляем! Теперь вы можете в полной мере ощутить всю радость сварки без особых проблем. Если у вас небольшой опыт в сварке, то именно сварочный инвертор позволит сгладить все ошибки новичка.
Итак, для начала прочитайте технику безопасности. Она описана в инструкции по использованию или паспорте на сварочный аппарат инвертор. Внимательно изучите весь список и возьмите на вооружение её основные моменты.
При работе с инвертором используйте спецодежду и средства защиты ( маска, перчатки). Обязательно перед началом работы осмотрите провода, убедитесь в качестве соединений, надежно ли закреплен держак и масса.
Категорически запрещается варить в дождь и снег без крыши над головой. Рядом с местом сварки и аппаратом не должно быть мелкой металлической стружки и прочего мусора. В процессе, обязательно делайте перерывы в работе. Во-первых, аппарат имеет коэффициент продолжительности включения (ПВ). Его значение в процентах показывает сколько времени непрерывно можно варить инвертором на максимальном токе. Например, сварочный инвертор тсс саи-160 имеет значение ПВ=60%. Это означает, что из 10 минут на максимальном токе можно варить только 6 минут. Оставшееся время сварочный инвертор должен отдохнуть. Во-вторых, вещества, выделяемые при горении флюса затрудняют дыхание.
Если электрод долго не разгорается, попробуйте увеличить силу тока. Обычно она выбирается экспериментальным путем и для каждого случая подбирается индивидуально. В таблице, приведены диапазоны, в которых находится рекомендуемое значение сварочного тока для электродов различной толщины.
Диаметр электрода, мм | Сила сварочного тока,А | |
Минимальное значение | Максимальное значение | |
1,6 | 25 | 50 |
2 | 40 | 80 |
2,5 | 60 | 110 |
3,2 | 80 | 140 |
4 | 120 | 160 |
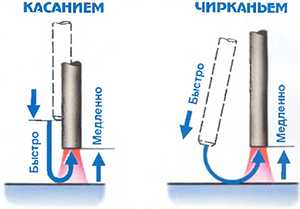
При первой попытке зажечь дугу не стоит стучать по поверхности детали. Этим самым можно повредить обмазку электрода. Более эффективным решением будет движение электрода похожее на чирканье спички. Так дуга разгорится быстрее.
Как мы уже писали выше, сварочный инвертор не дает электроду прилипнуть к поверхности детали. Если же, деталь находится на автомобиле или подобной технике с независимым питанием, обязательно обесточьте её, и закрепите массу как можно ближе к месту контакта.
 Обязательно посмотрите в каком температурном диапазоне работает аппарат. Так, производитель заявляет, что сварочный инвертор ТСС САИ-200 работает в диапазоне от -10 до +40. Помните, что микросхемы очень боятся конденсата, и если не дай бог транзисторный блок выйдет из строя, то его ремонт может стоит как новый инвертор.
Обязательно посмотрите в каком температурном диапазоне работает аппарат. Так, производитель заявляет, что сварочный инвертор ТСС САИ-200 работает в диапазоне от -10 до +40. Помните, что микросхемы очень боятся конденсата, и если не дай бог транзисторный блок выйдет из строя, то его ремонт может стоит как новый инвертор.
Со временем вы сами почувствуете, как навыки работы становятся все лучше и лучше, а процесс сварки протекает все легче и легче.
Желаем приятного использования сварочных аппаратов-инверторов!
www.nvisota.ru
Инструкция по охране труда для электросварщика
1.1. К электросварочным ручным работам допускается персонал не моложе 18 лет, прошедший специальную подготовку, имеющий удостоверение на право работы, в том числе на III группу электробезопасности, и не имеющий противопоказаний по состоянию здоровья.
1.2. Электросварщики должны проходить обязательный медицинский осмотр при поступлении на работу и периодические медицинские осмотры не реже одного раза в 12 месяцев.
1.3. Все вновь поступившие на работу должны пройти вводный инструктаж в службе охраны труда. Результаты фиксируются в журнале регистрации вводного инструктажа по охране труда. После этого отдел кадров производит окончательное оформление вновь поступающего работника и направляет его к месту работы.
1.4. Каждый вновь принятый на работу должен пройти первичный инструктаж по охране труда на рабочем месте. Все работники проходят повторный инструктаж не реже двух раз в 6 месяцев. Инструктаж проводится руководителем подразделения. Результаты инструктажа фиксируются в журнале.
1.5. Ежедневный допуск к работе оформляется нарядом — допуском на огневые работы.
1.6. При поступлении на работу и периодически не реже одного раза в 12 месяцев электросварщики должны пройти проверку знаний по вопросам безопасности труда по программе, утвержденной руководством предприятия.
1.7. В процессе производства работ электросварщики обязаны выполнять требования правил внутреннего трудового распорядка, режимы труда и отдыха.
1.8. В процессе повседневной производственной деятельности на электросварщика могут действовать вредные и опасные производственные факторы:
- повышенное напряжение в электрической цепи, замыкание которой может пройти через тело работника;
- повышенная загазованность и запыленность воздуха рабочей зоны;
- повышенный уровень ультрафиолетового, видимого и инфракрасного излучения;
- повышенный уровень температуры воздуха рабочей зоны и расплавленный металл.
1.9. В процессе работы электросварщики должны соблюдать правила личной гигиены и ношения специальной одежды, специальной обуви, пользования другими средствами индивидуальной защиты.
1.10. Спецодежда и другие средства индивидуальной защиты выдаются согласно Типовым отраслевым нормам (см. Державний реєстр міжгалузевих i галузевих нормативних актів про охорону праці).
1.11. Электросварщики не должны допускать отклонений от технологических норм при проведении работ, знать и выполнять требования настоящей инструкции по охране труда, а также инструкции заводов-изготов
www.samsvar.ru
Особенности проведения сварочных работ в холодное время года
Сварочные работы уже давно не считаются привилегией исключительно профессионалов. В настоящее время такой способ соединения металлов активно используется и в быту. При этом все большую популярность приобретают сварочные инверторы. Это вполне объяснимо: они легкие, компактные, удобные в эксплуатации и обеспечивают отличное качество швов. Чаще всего сварочные работы проводятся в теплое время года. Можно ли делать это при отрицательных температурах? Попробуем разобраться.

Влияние температуры на процесс сварки металлов
Низкие температуры действительно оказывают влияние на процесс сварки. Расплавленный металл остывает и кристаллизуется с большей скоростью. Это означает, что из сварочной ванны не успевают выйти все растворенные газы или перейти в шлак неметаллические включения. Подобная ситуация может привести к образованию трещин или пор в швах. Известна такая статистика: при понижении температуры с +20 °С до -50 °С время пребывания сварочной ванны в жидком состоянии уменьшается на 10 %. Это, в свою очередь, приводит к тому, что половина из всех выявляемых дефектов относится именно к неметаллическим включениям.
При низких температурах повышается отвод тепла от зоны сварки. Это ухудшает проплавление кромок соединяемых элементов и может привести к образованию еще одного серьезного дефекта – непровара. Дополнительную опасность несет конденсация влаги на электродах или металле. Вода является источником водорода, который способствует образованию пор в швах. Кроме того, при низких температурах ухудшаются показатели пластичности сталей и механических свойств швов.
Все приведенные выше факты правдивы, но они в полной мере проявляются при экстремально низких температурах (от -40 °С и ниже). Бытовая сварка крайне редко требует работы в столь сложных условиях. Как правило, речь идет о температуре не ниже -10 °С. Дополнительно следует учитывать, что чаще всего для бытовых целей используются углеродистые стали. При толщине соединяемых элементов не более 16 мм работать с ними в обычном порядке можно до температуры -30 °С. Для низколегированных сталей этот показатель при той же толщине несколько меньше и составляет -15 °С.
Самая низкая температура поддерживается в открытом космическом пространстве. Она составляет -273 °С, но даже в таких условиях возможно выполнение сварочных работ. Впервые они были проведены в 1984 году советскими космонавтами С. Савицкой и В. Джанибековым. Для этой цели использовался специально созданный аппарат электронно-лучевой сварки.
Влияние температуры на сварочный инвертор
Низкие температуры могут влиять не только на металлы, но и на сварочные инверторы. Одним из главных врагов такой техники является влага. Ее появление внутри аппарата может привести к закорачиванию электронных компонентов и их выходу из строя. Низкие температуры при определенных условиях могут способствовать образованию конденсата в сварочных инверторах.
Точка росы
В этой связи важно вспомнить о понятии точка росы. Фактически это максимальная температура поверхности, при которой на ней появляется влага в виде конденсата. По-другому это утверждение можно перефразировать так: если поверхность холоднее точки росы, то конденсат на ней выпадет. Данная величина не является постоянной и напрямую зависит от влажности. Чем она выше, тем ближе точка росы к фактической температуре. Например, в душе при стопроцентной влажности зеркало запотевает при комнатной температуре. Обратная ситуация в герметичном оконном стеклопакете. Там влажность близка к нулю, поэтому конденсата не наблюдается никогда.
В сварочном инверторе влага может конденсироваться только в одном случае: если он постоял какое-то время на морозе, а затем попал в более теплое помещение. В такой ситуации его категорически запрещается использовать сразу. Инвертор должен постоять полтора-два часа, чтобы его температура сравнялась с температурой окружающей среды, а появившийся конденсат испарился. Если же аппарат из теплого помещения выносится на мороз, конденсат в нем образоваться не может и на работоспособности устройства это никак не отразится.
Как выполнять сварочные работы в морозы?
В целом сварочные работы при температуре не ниже -10 °С можно выполнять обычными бытовыми инверторами без каких-либо отрицательных последствий для качества швов, прочности соединений или работоспособности самой техники. При более сильных морозах следует использовать полупрофессиональные или профессиональные модели, специально предназначенные для эксплуатации при низких температурах. Они комплектуются электронными элементами, устойчивыми к холоду.
Дополнительно следует выделить несколько мероприятий, которые рекомендуется выполнять при проведении сварочных работ в зимний период:
- По возможности избегать пересечений сварных швов и резких переходов толщин металла.
- Сварочные работы начинать с швов, дающих максимальную усадку (стыковых).
- Минимизировать объем наплавленного металла.
- Во время работы сварочный ток увеличивать на 10-15 % и одновременно примерно на такую же величину уменьшать скорость перемещения электрода.
- По возможности начинать и заканчивать сварку на выводных планках.
- Тщательно зачищать кромки свариваемых элементов.
- Вместо прихваток использовать, например, струбцины или другие аналогичные приспособления.
- Применять не склонные к образованию пор типы электродов, обеспечивающие высокую пластичность швов: Э50А, Э46А или Э42А с основным покрытием. Перед использованием их необходимо тщательно прокалить.
 Инверторы для сварки зимой
Инверторы для сварки зимойВлияние отрицательных температур на сварщика
Отрицательные температуры могут влиять не только на металлы или технику, но и непосредственно на сварщиков. Трудоспособность в таких условиях снижается, а значит, возрастает риск появления дефектов. Оптимальным способом избежать подобной ситуации является использование специальной зимней защитной одежды. Не меньшего внимания заслуживают сварочные маски.
Наибольшей популярностью в настоящее время пользуются «хамелеоны». Их главным элементом является светофильтр. Он состоит из нескольких слоев жидких кристаллов и поляризационных пленок. Светофильтр реагирует на интенсивность светового излучения и срабатывает автоматически. Для затемнения ему необходимо не более 0,001 секунды. Этого вполне достаточно для надежной защиты глаз от губительного воздействия ультрафиолетового излучения, возникающего во время сварки.
Время срабатывания светофильтра «хамелеона» увеличивается при уменьшении температуры окружающей среды. При -5 °С оно составляет уже не 0,001 с, а 0,005-0,009 с. Как правило, такие маски предназначены для использования при температуре не ниже -10 °С. В этом случае они гарантируют надежную защиту глаз. При более низких температурах светофильтр может попросту не успевать срабатывать.
Заключение
Таки образом, зима вовсе не является преградой для выполнения сварочных работ. При температуре до -10 °С для этой цели вполне подойдут обычные бытовые инверторы. Для организации сварочных работ в более сильные морозы необходимо приобретение специализированной техники.
Поделитесь с друзьями:vistek-weld.ru
Советы по работе со сварочным инвертором
Итак, вы наконец-то решились купить сварочный инвертор. Поздравляем! Теперь вы можете в полной мере ощутить всю радость сварки без особых проблем. Если у вас небольшой опыт в сварке, то именно сварочный инвертор позволит сгладить все ошибки новичка.
Итак, для начала прочитайте технику безопасности. Она описана в инструкции по использованию или паспорте на сварочный аппарат инвертор. Внимательно изучите весь список и возьмите на вооружение её основные моменты.
При работе с инвертором используйте спецодежду и средства защиты ( маска, перчатки). Обязательно перед началом работы осмотрите провода, убедитесь в качестве соединений, надежно ли закреплен держак и масса.
Категорически запрещается варить в дождь и снег без крыши над головой. Рядом с местом сварки и аппаратом не должно быть мелкой металлической стружки и прочего мусора. В процессе, обязательно делайте перерывы в работе. Во-первых, аппарат имеет коэффициент продолжительности включения (ПВ). Его значение в процентах показывает сколько времени непрерывно можно варить инвертором на максимальном токе. Например, сварочный инвертор тсс саи-160 имеет значение ПВ=60%. Это означает, что из 10 минут на максимальном токе можно варить только 6 минут. Оставшееся время сварочный инвертор должен отдохнуть. Во-вторых, вещества, выделяемые при горении флюса затрудняют дыхание.
Если электрод долго не разгорается, попробуйте увеличить силу тока. Обычно она выбирается экспериментальным путем и для каждого случая подбирается индивидуально. В таблице, приведены диапазоны, в которых находится рекомендуемое значение сварочного тока для электродов различной толщины.
|
Диаметр электрода, мм |
Сила сварочного тока,А | |
|
Минимальное значение |
Максимальное значение | |
|
1,6 |
25 |
50 |
|
2 |
40 |
80 |
|
2,5 |
60 |
110 |
|
3,2 |
80 |
140 |
|
4 |
120 |
160 |
При первой попытке зажечь дугу не стоит стучать по поверхности детали. Этим самым можно повредить обмазку электрода. Более эффективным решением будет движение электрода похожее на чирканье спички. Так дуга разгорится быстрее.
Как мы уже писали выше, сварочный инвертор не дает электроду прилипнуть к поверхности детали. Если же, деталь находится на автомобиле или подобной технике с независимым питанием, обязательно обесточьте её, и закрепите массу как можно ближе к месту контакта.
 Обязательно посмотрите в каком температурном диапазоне работает аппарат. Так, производитель заявляет, что сварочный инвертор ТСС САИ-200 работает в диапазоне от -10 до +40. Помните, что микросхемы очень боятся конденсата, и если не дай бог транзисторный блок выйдет из строя, то его ремонт может стоит как новый инвертор.
Обязательно посмотрите в каком температурном диапазоне работает аппарат. Так, производитель заявляет, что сварочный инвертор ТСС САИ-200 работает в диапазоне от -10 до +40. Помните, что микросхемы очень боятся конденсата, и если не дай бог транзисторный блок выйдет из строя, то его ремонт может стоит как новый инвертор.
Со временем вы сами почувствуете, как навыки работы становятся все лучше и лучше, а процесс сварки протекает все легче и легче.
Желаем приятного использования сварочных аппаратов-инверторов!
www.nvisota.ru
вопрос о сварке скажите а можно ли варить на улице когда выпал мокрый снег?
Можно, он варит, да, да, вон он.
Смотря что варить Если требования к сварке низкие (стоит вроде) то можно и по мокрому, и под дождем (только ст3сп и сходные по свариваемости стали) Если требования средние и высокие — то снег убрать, влагу вытереть и под навесом. И да Осторожно чтоб не шибануло: сырость + электричество = опасность
Если учесть, что варят даже под водой, то разумнее всего предположить . .
Смотря чем и как. Но по ТБ обычными аппаратами не разрешается в сырую погоду.
touch.otvet.mail.ru
Типичные ошибки начинающих сварщиков
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.

Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) — получают приличного «зайца».
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика — угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
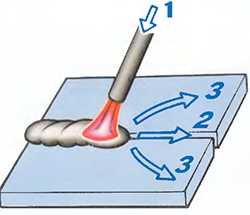 Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.
 После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
www.tddoka.ru
азы, технология, выбор тока, техника ручной дуговой сварки
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Содержание статьи
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
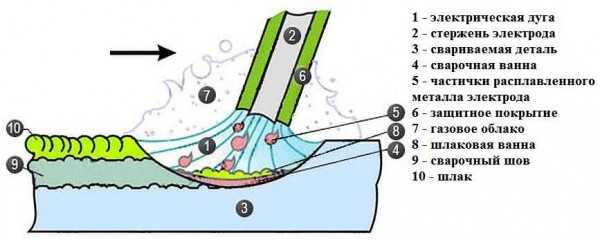
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).

Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
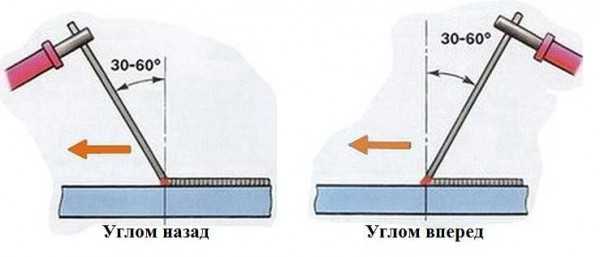
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
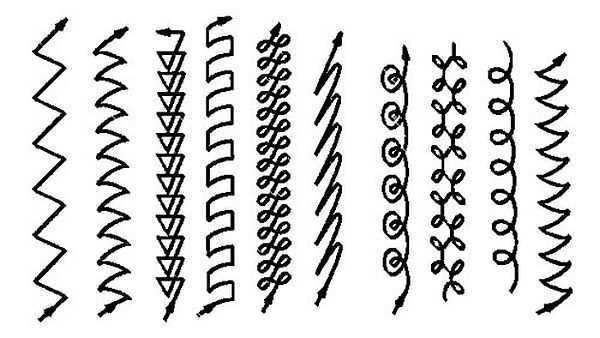
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.

Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
stroychik.ru