Чем отличаются впускные и выпускные клапаны – Чем отличается впускной клапан и выпускной?
Как отличить впускной и выпускной каналы по размерам, почему они различаются?
Что бросается в глаза — это неточная стыковка отверстий каналов коллекторов и ГБЦ. Любые «ступеньки» в канале рождают паразитные завихрения, заметно тормозящие поток, поэтому от них необходимо избавиться. Убираем нестыковки, одновременно доработав прокладки под коллектора (дабы пресловутых ступенек не создавали и они). Настоятельно рекомендую перед удалением нестыковок каналов сделать следущее — посадить коллектора на штифты. Причиной тому служит крепёж коллекторов на отечественных автомобилях, допускающий некоторое смещение плоскостей коллекторов и ГБЦ друг относительно друга. Чем это грозит, предельно ясно — немного сместив коллектора при крепеже после удаления нестыковок, мы самостоятельно убиваем плоды своей же работы. Штифтов достаточно по два на коллектор — по краям. Ищем место на ГБЦ и коллекторе, где можно безопасно всверлиться. В ГБЦ прочно сажаем металлический штифт, на который легко, но без особых люфтов должен надеваться коллектор — вуаля, точное позиционирование коллекторов относительно ГБЦ нам гарантировано. Не забудьте только сделать несколько дополнительных отверстий в прокладке. Отмечу так же, что если диаметр канала впускного коллектора меньше диаметра канала ГБЦ на 1-1,5 мм при нормальной соосности каналов, то это не создаст измеримого сопротивления прохождению потока, поэтому филигранной подводкой диаметров каналов в этом случае можно принебречь. На выпуске аналогично, только наоборот — выпускной канал в ГБЦ может быть несколько меньше канала в выпускном коллекторе. Более того, т.к. называемые «обратные ступеньки» на выпуске используют для борьбы с некоторыми негативными явлениями настроенной выпускной системы, но сейчас разговор не об этом.
Перечислите преимущества и недостатки нижнего расположения клапанов
Нижнее расположение клапанов применялось только в карбюраторных и газовых двигателях. При этом высота головки цилиндров и всего двигателя уменьшается, а привод распределительного вала и клапанов упрощается, но ограничивается возможность повышения степени сжатия (до 7,5) и ухудшаются технико-экономические показатели двигателя.
Нижние клапаны размещают с одной стороны блока цилиндров в один ряд и обычно чередуют так же, как и верхние клапаны при расположении их в один ряд.
Почему невозможно применение нижнего расположения клапанов в дизелях?
В дизелях возможно только верхнее расположение клапанов, так как относительно малый объем камеры сгорания, получающийся при высоких значениях степени сжатия, не позволяет разместить клапаны сбоку цилиндра. В бензиновых двигателях возможно как верхнее, так и нижнее расположение клапанов.
Какая основная причина обусловливает верхнее расположение распредилительного вала?
В современных высокооборотных двигателях легковых автомобилей ВАЗ «распределительный вал установлен на головке блока цилиндров, что упрощает кинематическую связь между кулачками и клапанами. Такое расположение распределительного вала называется верхним, оно позволяет упростить блок цилиндров и уменьшить шум при работе механизма газораспределения. При верхнем расположении распределительный вал приводится цепью или зубчатым ремнем.
Как регулируется тепловой зазор при непосредственном приводе клапанов от распределительного вала?
Тепловые зазоры между кулачками и рычагами впускных и выпускных клапанов должны быть равны:
– 0,15 мм – на холодном двигателе;
– 0,20 мм – на прогретом двигателе.
ПОРЯДОК ВЫПОЛНЕНИЯ
— Снять крышку головки блока цилиндров с прокладкой.
— Вращая коленчатый вал (специальным ключом) по часовой стрелке, совместить установочную метку (1) на звездочке распределительного вала с установочным приливом (2) на корпусе подшипников распределительного вала. При этом поршень четвертого цилиндра находится в ВМТ в конце такта сжатия и оба клапана закрыты.
— Отрегулировать зазоры между рычагами и кулачками распределительного вала у выпускного клапана четвертого цилиндра (восьмой кулачок) и впускного клапана третьего цилиндра (шестой кулачок).
— Для этого необходимо ослабить контргайку (3) регулировочного болта и, вращая регулировочный болт (2), проверить требуемый зазор плоским щупом (1), вставленным между кулачком и рычагом.
— Удерживая в этом положении ключом регулировочный болт, затянуть контргайку и вновь проверить зазор. Щуп должен перемещаться в зазоре с легким защемлением.
— Проворачивая коленчатый вал на 1/2 оборота, отрегулировать зазоры в определенной последовательности.
— Установить крышку на место.
Перечислите преимущества наклонного расположения клапанов по отношению к оси цилиндра
В случае верхнего расположения клапанов коэффициент наполнения может быть на 5—7% больше, чем при нижнем расположении клапанов. Это достигается с помощью увеличения числа клапанов или расположения их под углом к оси цилиндра.
Почему в двигателях с ременным приводом распределительного вала в поршнях предусматриваются специальные углубления?
Коленчатый вал, который приводит в движение поршни компрессора, соединен с якорем электродвигателя не напрямую, а посредством клиноременной передачи (ременные или рапидные компрессоры). В представленных поршневых компрессорах электродвигатель через ременную передачу приводит в действие поршень, способный совершать обратно-поступательные движения внутри цилиндра. Этот поршень через впускной клапан засасывает в цилиндр воздух и сжимает его до такого давления, которое способно передавить и открыть выпускной клапан. В зависимости от упругости пружины выпускного клапана воздух с тем или иным давлением из цилиндра нагнетается в специальную емкость (ресивер), к которой через систему вентилей и манометров при помощи гибкой трубки (шланга) и подключается потребитель сжатого воздуха. В двухступенчатых компрессорах вторая ступень сжатия воздуха происходит так же как первая и на выходе давление воздуха достигает 1.25МПа.
Компрессор оснащен автоматическим клапаном давления. Когда давление в ресивере достигает уровня выше установленного, клапан давления отключает автоматически компрессор. Если давление упало до 0.2-0.3 МПа, клапан давления включает компрессор. Это позволяет сохранять в ресивере давление, в соответствии с установленнымипараметрами.
С какой скоростью вращается распределительный вал двух и –четырехтактного двигателя по отношению к коленчатому валу?
ТНВД точно так же как и коленчатый вал, для синхронности и сохранения фазы впрыска , ну а распределительный вал в 2 раза медленнее.
С какой целью применяется неравномерное чередование впускных и выпускных каналов в головке цилиндров?
Для получения наибольшей мощности необходимо как можно лучше заполнять цилиндры горючей смесью и очищать их от продуктов сгорания. С этой целью впускной клапан открывается до прихода поршня в в. м. т. в конце такта выпуска, т. е. с опережением в пределах 10 … 31° поворота коленчатого вала, а закрывается после поршня в н. м. т. в начале такта сжатия, т. е. с запаздыванием в 46 … 83°.
Продолжительность открытия впускного клапана составляет 236 … 294° поворота коленчатого вала, что значительно увеличивает количество поступаемой в цилиндры горючей смеси или воздуха. Поступление смеси или воздуха до прихода поршня в в. м. т. в конце такта выпуска и после н. м. т. начала такта сжатия происходит за счет инерционного напора во впускном трубопроводе из-за часто повторяющихся тактов в цилиндрах.
Выпускной клапан открывается за 50 … 67° до прихода поршня в н. м. т. в конце такта горение — расширение и закрывается после прихода поршня в в. м. т. такта выпуска на 10 … 47°. Продолжительность открытия выпускного клапана составляет 240 … 294° поворота коленчатого вала. Выпускной клапан открывается раньше, так как давление в конце такта расширения невелико и оно используется для очистки цилиндров от продуктов сгорания.
После прохождения поршнем в. м. т. отработавшие газы будут продолжать выходить по инерции.
infopedia.su
Клапан ДВС
Большое разнообразие материалов из которых изготавливают клапаны двс может поставить перед сложным выбором. В этой статье пойдет речь о технологиях производства клапана в каких случаях использовать те или иные клапаны, их достоинства и недостатки, облегчение и проточка «тюльпана», а также поговорим о защищающих покрытиях и методах их нанесения. Эта информация предоставлена, чтобы помочь Вам сделать обоснованное решение при модернизации клапанного механизма.
1.Технологии производства клапанов.
При изготовлении выпускных клапанов особое внимание уделяется методам изготовления и материалам способным длительно выдерживать высокую температуру и при этом сохранять прочность. К впускным требования не столь жесткие так как они имеют дополнительное охлаждение свежей топливовоздушной смесью. Необходимым свойствам соответствуют многие сплавы при соблюдении определенных технологиях, но всегда приходится чем-то жертвовать к тому же вес детали получается большим. Проводится много исследований и выявление новых материалов не стоит на месте. Множество запатентованных технологий еще не нашли своего применения на практике.
Все то множество технологий и их недостатки я описывать подробно не буду, поверхностно пройдемся по основным. Как делается тарелка клапана:
Торцевая раскатка- раскалённый стержень клапана выступает из матрицы и вращающийся под углом к оси матрицы пауссон раскатывает по кругу стержень, который постепенно подается в матрицу до придания необходимой формы. Создается направленная микроструктура метала, параллельная профилю тарелки клапана, что увеличивает прочность.
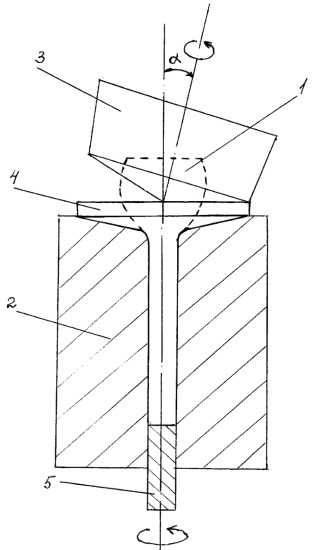 1-торец заготовки. 2-матрица. 3-паусон. 4-готовая тарелка клапана. 5-стержень.
1-торец заготовки. 2-матрица. 3-паусон. 4-готовая тарелка клапана. 5-стержень.
В следующем методе заготовку подают в матрицу и похожим образом раскатывают тарелку клапана, при этом еще выдавливается ножка в отверстие что тоже дает направленную микроструктуру, подобную волокнам древесины. Существует еще несколько методов имеющих сходство с описанным.
Клапан изготавливают из стали марок: 40Х9С2, 40XH, 40Х10С2М, 20ХН4ФА, 55Х20Г9АН4, 45Х14Н-14В2М, титановых сплавов ПТ-3В, ВТ3, ВТ-14, ВТ6, с намного низкой температурной стойкостью (только впускные клапаны) ВТ18У и ВТ25У и других сплавов. Клапаны из сплавов на основе интерметаллида TiAl имеют сравнимо низкую плотность металла, соответственно и меньший вес с большей твердостью и жаропрочностью даже в сравнении с привычными сплавами на основе титана. Но возникают трудности при изготовлении по привычным технологиям, позволяющим добавить прочность, из-за низкой пластичности. В таком случае изготавливают
Широко применяется комбинированная система, когда стержень выполняется из низколегированных сплавов с большей твердостью, а тарелка из жаропрочных. Готовые детали в последствии свариваются различными методами или напрессовываются, конструкция считается не очень надежной.
Другой вариант изготовления, стержень и торец клапана изготавливаются из одного сплава, в последствии деформационной и термо обработки создаются разные микроструктуры метала, в головке обеспечиваются высокая твердость и сопротивление ползучести в тарелке высокая термостойкость. Опять же технологии изготовления очень дорогостоящие. Не стану описывать остальные методы, имеющие по 3-4 переходных зоны по микроструктуре и технологию отжига, все они принципиально схожи с выше описанным.
Горячая штамповка в торец- раскалённый стержень просто вдавливается в матрицу в которой метал распределяется как попало с нарушением микроструктуры, самый простой и бюджетный способ, не имеющий необходимой прочности.
2. Виды клапанов
Широко распространены всего два вида тарельчатых клапанов «Тюльпан» и «Т-образный».
Стоит разобраться в недостатках и преимуществах чтобы сделать свой выбор. И так самый распространенный это тюльпан, имеет большой запас прочности обтекаемую форму, часто большой вес.
Т- образный предназначен в большей степени для тюнингованного мотора работящего преимущественно на высоких оборотах. Имеет минимальный радиус перехода от ножки к тарелке, небольшой вес в следствии чего уменьшается нагрузка на газораспределительный механизм продлевая срок службы, сдвигает порог зависания клапана что позволяет использовать стандартные клапанные пружины, не прибегая к усиленным, отбирающих свою долю мощности, меньший износ направляющих втулок, лучшая продувка. О надежности поговорим чуть ниже.
3. Облегчение клапана типа «Тюльпан»
Из экономических соображений многие стремятся самостоятельно облегчить клапаны, покупка новых Т- образных выливается в кругленькую сумму, обычно это клапаны на основе титана, имеющие небольшой вес минимальную металлоёмкость и лучшие характеристики прочности и жаростойкости, однако в виду трудоемкого производства таких деталей себестоимость очень высока.
Выше я уже говорил, что Тюльпан изначально имеет большой запас прочности и есть возможность его облегчить ценой надежности, неоправданного риска попасть на очередную капиталку. Мало кого этот факт останавливает и начинаются поиски тех кто уже опробовал и сделать именно также, соблюдая размеры оппонента. В сети по этой теме можно найти много положительного опыта, реже попадаются печальный исход доработки.
А теперь давайте разберемся почему это происходит. В начале я описывал технологии производства клапанов и материалов. Если вы читали внимательно, то уже поняли, что большое значение имеет технология производства и созданная микроструктура в металле пусть хоть в результате термообработки или метода штамповки. Во время облегчения клапана механически удалятся часть металла в поверхностных слоях которого была заключена основная прочность всей детали. Термонагруженность тарелки возрастает вследствие чего материал клапана не способен выдерживать нагрузку и поддается деформации. Некоторые производители наносят специальные покрытия расширяющие свойства, в конце темы опишу подробнее. Из этого можно сделать вывод, вероятность обрыва тарелки 50/50, ведь вам не известна технология и материалы и действовать вы будете по опыту других или на глазок. Добавим вероятность заводского брака и возможную детонацию, и получите такой результат.
Однако не всегда так случается и судя по опыту немногих, облегченные клапаны ходят по 100тыс и продолжают исправно работать. Если вы все же решились на облегчение, задумайтесь об охлаждении тарелки, в этом поможет замена седел клапанов на бронзовые. Именно через седла отводится большая часть температуры. Об этом я уже писал в теме Седло клапана. Не допускайте острых краев и тонких кромок на тарелке, эти места будут чрезвычайно перегреты повысится вероятность детонации и приведет к прогару и разрушению клапана. Совершенно нет необходимости в фасках, сделайте плавный переход и скруглите кромку тарелки. Не забудьте притереть клапан к седлу, желательно не алмазными пастами. Рассмотрите варианты облегчения остальных подвижных частей- пружинные тарелки, коромысла или толкатели.
Предпочтение стоит отдавать конечно заводским Т- образным клапанам, не оставляя без внимания бренд, их надежность не заставит вас сомневаться. Не думайте опробовать производство из Китая даже если это титан.
4. Защищающие покрытия, методы нанесения.
Распространение получили три метода нанесения покрытия на металлы плазменно-порошковая наплавка, лазерное легирование, наплавка токами высокой частоты. Нанесенное покрытие совершенно другого металла на выпускной клапан расширяет защитные свойства детали, возможность противостоять агрессивной среде. Это позволяет выполнять клапан из более подходящих материалов по термостойкости и прочности, не прибегая к поиску золотой середины. Таким получаем прочный и легкий клапан, не способный противостоять окислению и износу, но применение тонкого слоя специального покрытия решит эту проблему.
Выхлопные газы высокой температуры наносят большой вред клапану, возникает газовая коррозия парами воды, окисление кислородом, оксидом углерода, оксидом серы, которые образуются в результате горения. Механическое воздействие расклепывает рабочую фаску увеличивается ее размер, нарушается герметичность, что приводит к прорыву раскалённых газов в щель и большему прогару.
Далее расскажу о методах нанесения покрытия, ознакомимся с каждым из них подробнее.
Плазменно-порошковая наплавка-
наиболее универсальный метод, подается гранулированный металлический порошок вместе с газом в плазмотрон. Такой метод позволяет наносить качественное покрытие толщеной 0.5-5.0мм, растворимость металла детали в наплавленном слое всего 5%, возможное отклонение от номинала толщены- 0.5мм, минимальная окисляемость наплавляемого слоя за счет подаваемого в плазмотрон газа, минимальная зона термического влияния.
Лазерное легирование-
на деталь воздействует луч лазера разогревая поверхность чуть больше температуры плавления основы. Температура регулируется мощностью лазера и диаметром луча. В результате происходит активное перемешивание легирующего металла размещенного на поверхности основы с металлом детали на глубину примерно 1-2 мм. Такой метод позволяет наносить покрытия стеллита, вольфрамохромокобальтового сплава. Растворимость основного металла в покрытии 5-10%.
Наплавка токами высокой частоты-
На тарелку клапана устанавливается кольцо из наплавляемого металла, между клапаном и кольцом находится порошковый флюс или газовая среда (аргон, азот) под действие тока высокой частоты разогревается кольцо и подогревается тарелка клапана до температуры диффузии металлов, место нанесения покрытия охлаждается водой с другой стороны клапана, таким образом происходит намораживание наплавляемого слоя, при этом клапан вращается для обеспечения равномерности нагрева. Таким образом наносят самофлюсующиеся сплавы ЭП616, ЭП616А, ЭП616Б, ЭП616В значительно дешевле кобальтовых стеллитов и имеют достаточную твердость и стойкость к коррозии. Растворимость основного металла в слое покрытия 20-30%.

Тарелка титанового клапана с покрытием нитрид хрома (CrN)
 |
 |
||||
Пример с покрытием из нитрида титана, обеспечивает высокую твердость.
Противостоит отложению нагара и окислению.
enginepower.pro
Впускной выпускной клапан — Большая Энциклопедия Нефти и Газа, статья, страница 1
Впускной выпускной клапан
Cтраница 1
Впускные и выпускные клапаны в двигателях внутреннего сгорания управляемые. [2]
Впускные и выпускные клапаны изготовлены из стали ЭСХ-8 и термически обработаны. [3]
Впускные и выпускные клапаны проверяют на прочность и герметичность давлением, превышающим на 50 % номинальное рабочее в течение 5 мин. Утечки воздуха при этом не допускаются. Собранную пневмосистему испытывают на герметичность и проверяют работоспособность всех входящих в нее сборочных единиц. При испытании пневмо-системы утечки воздуха не допускаются. [4]
Впускные и выпускные клапаны конструктивно мало отличаются. [5]
Впускные и выпускные клапаны открываются в определенный момент в зависимости от положения кривошипа коленчатого вала дизеля. Механизм, открывающий клапаны, состоит из распределительного вала и привода клапанов. [7]
Впускные и выпускные клапаны закрываются и открываются клапанным механизмом, состоящим из толкателей и рычагов. Толкатели получают возвратно-поступательное движение от кулачков распределительного вала. Чугунные направляющие толкателей смонтированы в расточках блока над распределительными валами. В проушинах толкателей на пальцах с бронзовыми плавающими втулками закреплены ролики. Толкатель привода клапанов внутри имеет шаровую поверхность для упора нижней головки штанги. Штанги изготовлены из труб, в них с двух сторон запрессованы головки, шаровые поверхности которых цементированы и закалены. [9]
Впускные и выпускные клапаны обычно отличаются размерами головок и изготовляются из различных сталей. [11]
Впускные и выпускные клапаны обычно располагаются в рабочей крышке вертикально. Такое расположение обеспечивает наименьший износ направляющей втулки шпинделя. Клапаны открываются внутрь цилиндра, чем достигается плотное прилегание клапана к седлу при высоких давлениях. При малых давлениях и разрежении в цилиндре прилегание клапапа обеспечивается пружиной. [12]
Впускные и выпускные клапаны дизеля должны открываться и закрываться в строго определенной последовательности и в установленные моменты. Последовательность открытия и закрытия клапанов цилиндров обеспечивается соответствующим расположением кулачков распределительного вала. [13]
Привод впускных и выпускных клапанов большей частью производится эксцентриком; выпуск и здесь производится принудительно. Дабы захватывающая защелка плавно садилась на рычаг клапана, а иногда и для того, чтобы осуществить большие наполнения, — впускные эксцентрики заклиниваются, большей частью с запаздыванием, так, что получается небольшой избыточный подъем; наивысшее положение работающего края защелки превышает рычаг клапана, находящийся в покое и в момент закрытия, лишь настолько, что защелка безусловно западает. Захватывание происходит благодаря собственному весу или давлению пружины. Тогда подъем клапанов при непосредственном эксцентриковом приводе для больших наполнений становится несообразно велик, что побуждает обратиться к применению кулаков. К преимуществам распределений с расцеплением следует отнести быстрое закрытие до самого седла и малую перестановочную силу регулятора. [14]
Головки впускных и выпускных клапанов имеют неодинаковый диаметр. Для лучшего наполнения цилиндров свежей горючей смесью диаметр головки впускного клапана делают большим, чем диаметр выпускного. В связи с тем, что клапаны во время работы двигателя неодинаково нагреваются ( выпускной клапан, омываемый горячими отработавшими газами, нагревается больше), изготавливаются они из разного материала: впускные клапаны — из хромистой, выпускные — из сильхромовой жароупорной стали. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Клапаны газо-распределительного механизма и их отличия
РЕФЕРАТ. ТЕМА:КЛАПАНЫ ГРМ И ИХ ОТЛИЧИЕ. Выполнил учащейся ПУ-57 грА-14 КАРЕВ РОМАН АЛЕКСАНДРОВИЧ. Г.МОСКВА. 2002ГОД. Клапаны ГРМ и их отличие. Открытие и закрытие впускных и выпускных каналов, соединяющих цилиндры с газопроводами системы питания, происходит при помощи клапанов. Клапан состоит из плоской головки и стержня , соединенных между собой плавным переходом. Для лучшего наполнения цилиндров горючей смесью диаметр головки впускного клапаны делают значительно больше, чем диаметр выпускного. Так как клапаны работают в условиях высоких температур, их изготавливают из высококачественных сталей. Впускные клапаны делают из хромистой стали, выпускные из жаростойкой, так как последние соприкасаются с горючими отработавшими газами и нагреваются до 600 — 800 оС. Высокая температура нагрева клапанов вызывает необходимость установки в головке цилиндров специальных вставок из жаростойкого чугуна, которые называются седлами. Применение вставных седел повышает срок службы головки цилиндров и клапанов. Для плотного прилегания головок клапанов к седлам их рабочие поверхности делают коническими в виде тщательно обработанных фасок под углом 45о или 30о. Стержни клапанов имеют цилиндрическую форму. Они перемещаются в чугунных или металлокерамических втулках , запрессованных в головку блока. На конце стержня проточены цилиндрические канавки под выступы конических сухариков , которые прижимаются к конической поверхности тарелки под действием пружины . В четырёхтактном двигателе рабочий цикл во всех цилиндрах завершается за два оборота коленьчатого вала.За это время в каждом цилиндре должны по одному разу открываться и закрываться впускной и выпускной клапоны,что происходит за каждый оборот распредилительного вала.Таким образом,распредилительный вал должен вращаться в 2 раза медленнее коленьчатого вала.Для этого шестерня распредилительного вала имеет вдвое большее число зубьев,чем шестерня коленьчатого вала. У V-образных двигателей применяются верхние клапаны с однорядным расположением,привод которых осуществляется от общего распредилительного вала через толкатели,штанги и коромысла.Распредилительный валreferat.ru